Time and cost savings through standardization and proven designs
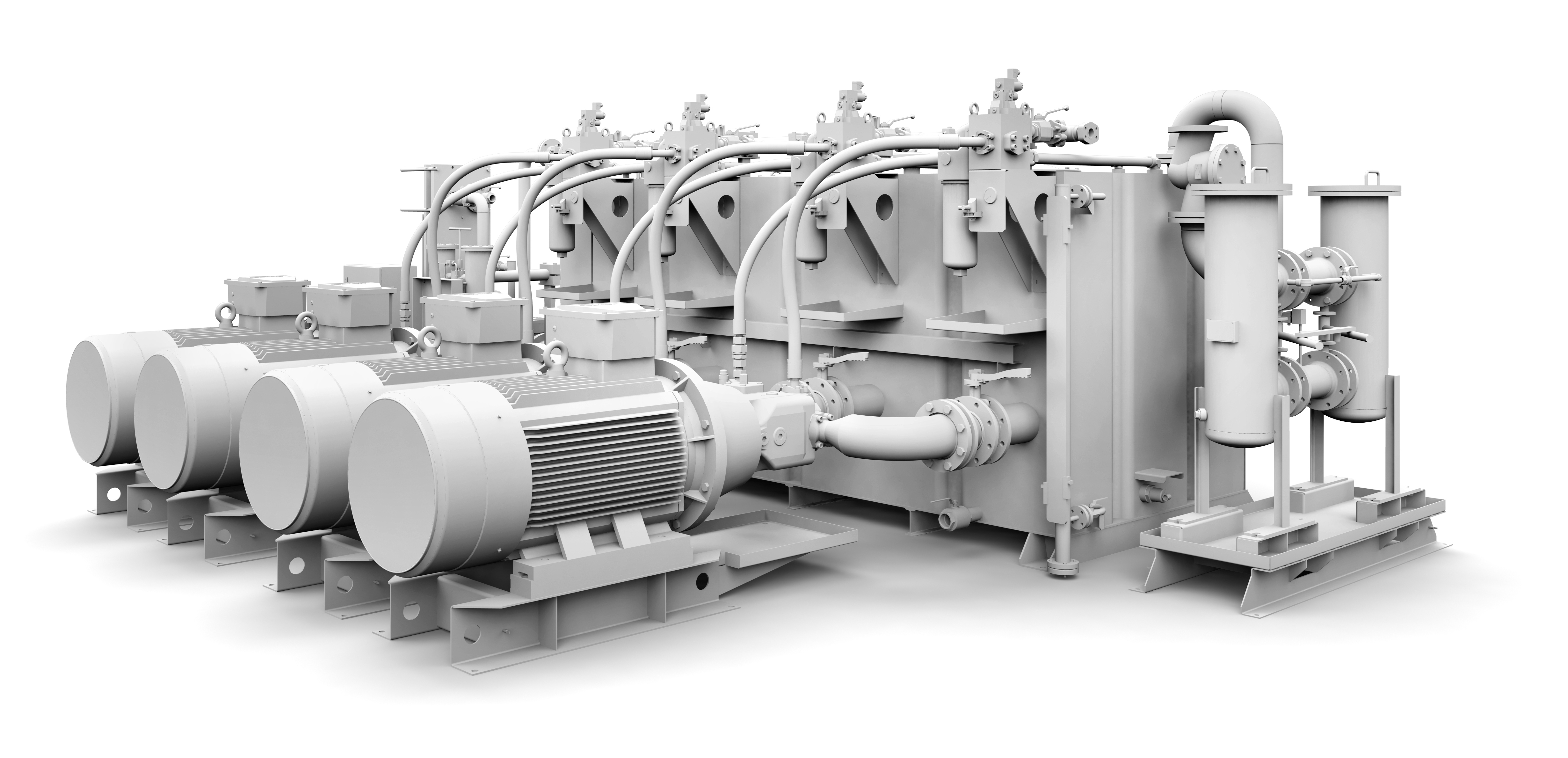
Faster, simpler, more productive and cost-effective: Rexroth’s new modular system called ABMAXX speeds up the engineering and commissioning of large hydraulic power units in projects designed to modernize existing systems or construct new ones. The hydraulics specialists are able to create a quote complete with a hydraulic circuit diagram, a parts list, a 3D model and dimensions all within a maximum of five working days. As such, system manufacturers and end users can reduce engineering lead times alone by 80 %. The pre-configured ABMAXX modules are composed of highly available standard components. The modular approach reduces costs by up to 35 % and increases operational availability.
When constructing new or modernizing existing steelworks and rolling mills, large-scale presses and test systems or the central media supply of factories, hydraulics is and will continue to be the key drive technology both now and in the future on account of its high power density, robustness and durability. Thanks to the wide range of components available, there is plenty of scope for designing tailored solutions. In the past, system manufacturers and major end users defined their own standards which they implemented with their own resources in development. In light of ever increasing cost pressure and a global shortage of qualified specialists, these days they are increasingly scrutinizing that approach. Their main goal is to achieve pressure and quantity as cost-effectively as possible.
This is where Bosch Rexroth’s modular system ABMAXX comes in. The company is the first hydraulics manufacturer to come up with a modular solution with which system manufacturers and end users can significantly reduce the complexity of engineering large power units for 24/7 operations. On the one hand, it enables them to take advantage of all the economic benefits of cross-manufacturer standardization yet, on the other hand, the modular design provides ample opportunity for coming up with application-specific solutions.
Three pressure ratings and five modules
The concept initially covers tank sizes ranging from 2,000 to 12,500 l. With its three pressure ratings, namely 160, 210 and 315 bar, the concept satisfies the trend for higher operating pressures, thus ensuring it will be fit for the future. Achievable flows currently range from 345 l/min to 2,160 l/min. These basic conditions meet the typical requirements of numerous large plants.
In order to transform the benefits of standardization into shorter project lead times, Rexroth has defined five modules: tank, pump block, circulation unit, cooling and filter unit, and safety controls. Each module is based on proven constructions with a tried-and-tested design. As such, Rexroth is able to considerably reduce the risk of initial errors in the construction.
Simplify the design – Up to 80 % time savings in engineering: Offer in a maximum of five working days
The benefits of standardization and modularization are clear to see at the project planning phase. These days, depending on the level of complexity involved, planning customized individual power units in line with relevant company standards can take four to eight weeks. Rexroth is able to whittle this phase down to a maximum of five working days with its modular system ABMAXX. Rexroth is able to provide 3D models complete with dimensions and parts lists as well as the hydraulic circuit diagram and a quote all based on the customer’s specifications within just one week. This shortens the engineering effort by up to 80 %. This enables designers to save valuable time, which they can use on their projects, and enables system manufacturers to shorten the quote phase.
Streamline the installation – Up to 35 % lower costs through standardization
In comparison to using completely newly designed large power units each time, system manufacturers and end users achieve between up to 35 % direct cost savings on account of modularization and standardization. Internal costs are also reduced thanks to shorter project lead times and shorter time to market for system manufacturers. End users can also use individual ABMAXX modules such as the pump block in order to modernize their systems step by step and improve energy efficiency, for example. The wide range of Sytronix variable-speed pump drives is also able to unlock considerable potential here for reducing power consumption based on demand. Tried-and-tested safety controls help designers to comply with corresponding safety regulations and documentation requirements in line with standards. The choice of standard components also reduces delivery times and cuts costs.
Through its global production network, Rexroth also ensures high local added value and a quick response to customer requirements. Competence centers for power units construction in Europe, Asia and the Americas cover all major regions with short distances.
Maximize the productivity – Latest technology for maximum efficiency
At ABMAXX, Rexroth uses latest technology for all components and the hydraulic design. The components set standards in terms of dynamics and life time. Proven design principles increase productivity through high repeat accuracy and energy efficiency. The wide range of variable-speed pump drives in the Sytronix family opens up considerable potential for reducing energy consumption as required. This reduces life cycle costs sustainably.
With the three pressure stages up to 315 bar, the concept meets the current state of the art, but already reflects the trend towards higher working pressures.
Minimize the downtime – User and maintenance friendliness increases availability
The modules have been designed so as to ensure optimum component accessibility. What’s more, standardization reduces the required maintenance and servicing over the entire life cycle as the standard components used are available at short notice and will be part of the product range over the long term. The modules are composed of highly available Rexroth standard components. They are designed to deal with harsh environmental conditions including humidity, heat, dust, contamination and vibration.
The components are designed to work equally well with mineral oil as with water-based media such as (HFC) and synthetic water-free fluids (HFD). As such, Rexroth’s axial piston pumps achieve the same service life regardless of the media involved.
The pump block and the circulation unit are fundamentally equipped with stand-by units in order to guarantee maximum availability. The pump block and the circulation unit are always equipped with stand-by units for uninterrupted 24/7 operation.
First power units already in use
Bosch Rexroth has already made several ABMAXX as complete power units and individual modules for modernization projects. System manufacturers for metallurgical plants and operators of steelworks and rolling mills are among the first users. However, potential applications exist across all sectors of industry as well as in large-scale projects.
![]() CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.





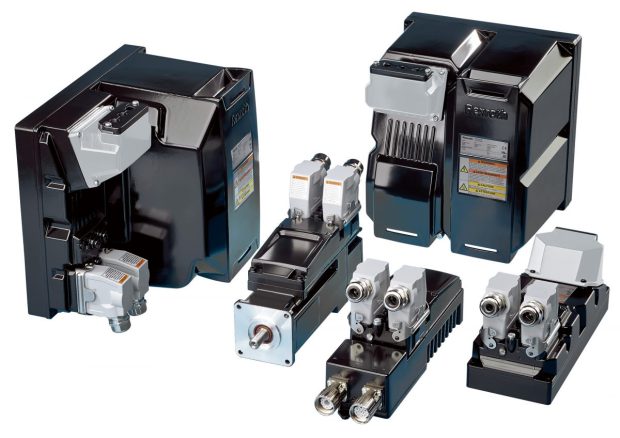


















 Regarding the Sytronix family, Rexroth offers more than one hundred pump drives with variable speed relating to power and function. These can be integrated into all usual automation structures thanks to multi-Ethernet interfaces.
Regarding the Sytronix family, Rexroth offers more than one hundred pump drives with variable speed relating to power and function. These can be integrated into all usual automation structures thanks to multi-Ethernet interfaces.