ctrlX DRIVE cabinet-free reduces space and cabling by up to 90 percent
Modular, flexible, and energy-efficient IP65 system
Bosch Rexroth is a pioneer in cabinet-free drive technology
Modularity, simple installation, and drastically reduced space requirements as well as minimum cabling – these are the key benefits of cabinet-free drive technology. Based on 20 years of development experience in this field, Bosch Rexroth now also offers a cabinet-free solution in protection class IP65 with the ctrlX DRIVE cabinet-free. Bosch Rexroth sees these solutions as the future of servo drive technology, as they ideally meet the increasing requirements for efficiency and adaptability in modern production environments.
Modular, flexible and energy-efficient system: the new ctrlX DRIVE cabinet-free.
“Today, more than ever, mechanical engineering is about saving space, reducing costs, and enabling rapid adaptation to new challenges,” says Steffen Winkler, Senior Vice President Sales Business Unit Automation & Electrification Solutions at Bosch Rexroth.
Bosch Rexroth is a pioneer in cabinet-free drive technology. The company presented its first solutions some 20 years ago and has been implementing numerous projects worldwide ever since. With the new ctrlX DRIVE cabinet-free, Bosch Rexroth presents the next stage of development for this technology, which meets the requirements of modern machine designs.
The servo drive of the future is flexible and saves space and energy
Control cabinets take up space and are expensive to install and service. The ctrlX DRIVE cabinet-free IP65 system almost completely eliminates the control cabinet and reduces the space and cabling requirements by up to 90 percent. This not only saves time and costs, but also makes assembly, project planning, and operation easier.
Furthermore, the cabinet-free solution enables energy savings of up to 70 percent. The decentralized design eliminates energy consumption for control cabinet air-conditioning, which lowers operating costs. In addition, the ctrlX DRIVE cabinet-free uses silicon carbide semiconductors (SiC technology), which significantly reduce energy losses and thus increase overall energy efficiency.
ctrlX DRIVE cabinet-free offers maximum flexibility in application. Mechanical engineers can choose from an extensive product portfolio that includes single and dual-axis inverters with currents from 6 to 54 A. The drives are freely scalable – up to 100 drives can be operated in a line with a total length of up to 200 m. With multi-Ethernet interfaces, freely selectable motors, and modular expansion options, the system offers solutions for a wide range of industries and applications.
The machine can be adapted and expanded easily thanks to the system’s modular design. As a result, machines can be flexibly configured to meet new requirements without having to completely change existing structures.
“Cabinet-free drive technology already pays off during the machine development process. It speeds up time-to-market and project realization. And in practical applications, users benefit from greater flexibility and potential savings, for example in terms of energy. With ctrlX DRIVE cabinet-free, we are driving forward the development of innovative, future-oriented machines,” says Winkler.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Exploring the ctrlX Core: Revolutionizing Automation and Control
In the ever-evolving landscape of automation and control technology, the ctrlX CORE has emerged as a game-changer. Developed by Bosch Rexroth, the ctrlX CORE represents a significant leap forward in how we design and implement automation systems. This blog post delves into what makes the ctrlX CORE stand out and how it’s reshaping the future of industrial control.
What is the ctrlX CORE?
At its core, the ctrlX CORE is a highly flexible, scalable, and modular control platform designed to meet the diverse needs of modern industrial automation. It integrates a range of functionalities into a single, compact unit, enabling unprecedented levels of efficiency and adaptability in automation systems.
Key Features and Benefits
Modular Design: The ctrlX CORE’S modular architecture allows users to tailor their automation solutions with various modules and components. This flexibility ensures that the system can be customized to specific application requirements, making it suitable for a wide range of industries and use cases.
Open Architecture: Embracing an open architecture, the ctrlX CORE supports a broad spectrum of standards and protocols. This openness facilitates seamless integration with existing systems and third-party devices, providing users with greater freedom and interoperability.
High Performance: Equipped with advanced processing capabilities, the ctrlX CORE delivers exceptional performance in terms of speed, responsiveness, and data handling. This high-performance backbone is crucial for real-time control and complex automation tasks.
Scalability: One of the standout features of the ctrlX CORE is its scalability. Whether you need a small, simple controller or a more robust system with extensive I/O capabilities, the ctrlX CORE can scale to meet your needs. This scalability helps future-proof investments and allows for easy upgrades as requirements evolve.
Intuitive User Interface: The ctrlX CORE offers an intuitive user interface that simplifies programming, configuration, and monitoring. With tools designed to streamline workflows and reduce complexity, users can quickly set up and manage their automation systems.
Edge Computing Capabilities: Leveraging edge computing, the ctrlX CORE processes data locally, reducing latency and improving response times. This capability is particularly beneficial for applications requiring real-time analytics and decision-making.
Applications Across Industries
The versatility of the ctrlX CORE makes it applicable across a variety of industries:
Manufacturing: In manufacturing, the ctrlX CORE can drive complex production lines, coordinate multiple machines, and ensure high precision and efficiency.
Logistics: For logistics and warehousing, it can manage automated guided vehicles (AGVs), conveyor systems, and sorting equipment, optimizing operations and reducing downtime.
Energy: In the energy sector, it supports the automation of renewable energy systems, power distribution, and monitoring of critical infrastructure.
Automotive: The CtrlX Core is also used in the automotive industry for controlling assembly lines, testing equipment, and other automation processes.
Looking Ahead
As industrial automation continues to advance, the ctrlX CORE stands out as a pivotal innovation. Its combination of modularity, performance, and flexibility makes it a valuable tool for businesses looking to enhance their automation capabilities and stay competitive in a rapidly changing market.
Bosch Rexroth’s ctrlX CORE is more than just a control platform; it’s a step towards a more connected, intelligent, and adaptable future in industrial automation. For businesses seeking to leverage the latest in automation technology, the ctrlX CORE represents a powerful and forward-thinking solution.
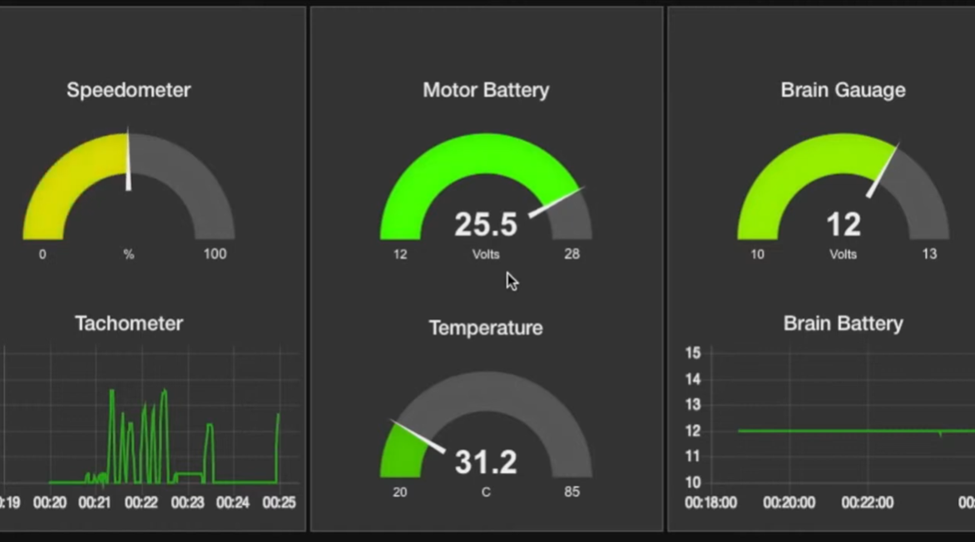
Here is a showcase for Node RED, one of the most popular apps for the ctrlX.
Unleashing Creativity and Efficiency with Node-RED
In the rapidly evolving world of technology, staying ahead often means finding new and efficient ways to integrate and automate processes. Enter Node-RED, a powerful tool that’s been making waves in the tech community for its versatility and ease of use. If you haven’t heard of it yet, it’s time to get acquainted.
What is Node-RED?
Node-RED is an open-source flow-based development tool designed for wiring together hardware devices, APIs, and online services. Developed by IBM, Node-RED provides a browser-based flow editor that makes it incredibly easy to create and manage workflows with minimal coding. Think of it as a visual programming environment where you can drag and drop nodes (blocks of code) to build applications or automate tasks.
Why Node-RED?
**1. Ease of Use: Node-RED’s drag-and-drop interface simplifies the process of designing and deploying workflows. You don’t need to be a coding expert to get started; the visual nature of the tool allows you to create complex systems by simply connecting different nodes.
**2. Flexibility: Whether you’re working with IoT devices, APIs, or just need to automate a task, Node-RED has a vast library of pre-built nodes and integrations. This flexibility allows you to connect to almost any service or device with minimal configuration.
**3. Rapid Prototyping: Node-RED is ideal for prototyping and experimentation. Its visual interface allows you to quickly iterate on your design, test different workflows, and see results in real-time.
**4. Community and Ecosystem: Being open-source, Node-RED has a vibrant community that contributes to its ecosystem. There are countless nodes available for various purposes, from integrating with social media platforms to controlling home automation systems.
How Node-RED Works
Node-RED uses a flow-based programming model where you build your application by connecting different nodes in a flow. Each node represents a specific function or task, such as sending an HTTP request, processing data, or interacting with a database.
Nodes: These are the building blocks of your application. Each node performs a specific function, such as a sensor reading, data transformation, or sending a notification.
Flows: Flows are the connections between nodes. They define the path that data takes through your application, specifying how data should be processed and transferred between nodes.
Debugging and Monitoring: Node-RED provides built-in tools for debugging and monitoring your flows. You can see real-time logs, inspect data as it moves through your nodes, and quickly identify issues.
Programming Flow
Practical Applications
**1. IoT and Home Automation: Node-RED is a popular choice for IoT applications and smart home automation. You can easily connect sensors, actuators, and other devices to create custom automation rules and control systems.
**2. API Integration: If you need to integrate multiple APIs or services, Node-RED’s flexible nodes make it straightforward to connect and manage data from various sources. This can be particularly useful for aggregating data or creating custom dashboards.
**3. Data Processing: Node-RED’s ability to process and transform data makes it a powerful tool for data pipelines. You can fetch data from different sources, perform transformations, and output the results to your desired destination.
**4. Rapid Prototyping: Whether you’re building a new application or testing an idea, Node-RED’s ease of use and rapid prototyping capabilities allow you to quickly validate concepts and iterate on your designs.
Sample Node Red Dashboard Visualization Credit: Richard Hopkins
Conclusion
Node-RED is transforming how we approach building and integrating applications. Its visual, flow-based programming model simplifies complex tasks and opens up possibilities for both technical and non-technical users. Whether you’re looking to automate your home, integrate APIs, or prototype new ideas, Node-RED offers a powerful and user-friendly platform to bring your projects to life.
So why not give Node-RED a try? Dive into its capabilities and see how it can streamline your workflow and spark your creativity in the world of technology.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Let’s be honest: Over many years, automation has for the most part ignored the developments in the consumer area – and thereby missed countless opportunities for user-friendly approaches. With ctrlX AUTOMATION we have asked ourselves the provocative question: What would automation look like if it were reinvented by Google, Apple or another digital company? We did not have to search long for an answer: It would follow the example of a smartphone, with the highest level of functional integration possible and a flexible app technology thanks to which users can easily individualize their devices. With ctrlX AUTOMATION, we have gotten very close to this idea. At the heart of this solution is the new generation of control systems, ctrlX CORE.
YOUR OWN SOFTWARE TRANSFERRED TO INDUSTRY CONTROL SYSTEM
The new generation of control systems decouples the hardware from the software. This fundamental difference to other control systems creates numerous advantages. Rexroth makes it much easier for all users to update the control system or to transfer the programmed contents to another control.
Standard control systems from large manufacturers are proprietary. This often prevents small manufacturers from implementing their expert knowledge for special applications. Developing their own electronics is usually not an option for them, so they often use an IPC-system in addition to the actual control system. Problems associated with this, such as the integration effort for continuous high-speed data communication or the uncertain long-term availability of PC-based technology, must be accepted.
Now, these machine manufacturers can directly transfer their specialist knowledge to ctrlX CORE as their dedicated industry control system, thereby securing the long-term availability of their solutions. ctrlX CORE combines an open architecture with industrial-grade capabilities and a serviceability of at least 25 years. Developers also face significantly reduced engineering efforts: In addition to their own functions, they have the option of simply installing additional apps from Rexroth instead of programming them themselves, such as data gateways for MES and IT connections, VPN client, firewall or OPC UA. End-to-end data communication is automatically supplied by ctrlX CORE.
ONE COMPACT CONTROL SYSTEM FOR ALL PLATFORMS
The decoupling of hardware and software comes with further consequences. ctrlX CORE puts an end to the separation of the individual automation architectures. The control system is integrated in the drive and requires no additional space, resulting in particularly compact automation solutions with no performance limitations. As an embedded control system, the ctrlX CORE can simply be extended with I/O and performance modules such as 5G or additional storage. As a plug-in card for the IPC, ctrlX CORE combines a real-time capable control solution and edge computing in one platform.
In a compact space, the ARM architecture’s processor holds enough reserve capacity for all potential applications, optimally distributed to the four cores of the 64-bit multicore CPU. With 1 GB of RAM, ctrlX CORE offers enough room for individual functions. The 4 GB of permanent memory and the additional external microSD card offer enough storage space for future application extensions, thus reducing the variance of the hardware customers and user need. The high-performance 1 Gigabit Ethernet interfaces are optimized for the fast communication of large quantities of data in highly connected systems, equipping users perfectly for the factory of the future.
Thanks to the modern and open software architecture, operators can make use of their own software and apps. This is because the container technology of Linux, the world’s most stable and secure real-time operating system, for the first time in automation opens up all possibilities of integrating functions with separate apps. The ctrlX Data Layer, which can be described as the central nervous system, grants central authorized access to all real time and non-real time data from the installed apps, enabling eight million potential accesses per second. ctrlX Data Layer does not need to be configured, as the apps automatically recognize the hardware and can use the data available in the system.
For the field communication of ctrlX CORE, we rely on the EtherCAT ecosystem as a standard. This opens up the entire range of EtherCAT peripheral devices to designers, who can simply integrate them into their own control architecture. It also reduces the effort for writing interfaces and allows for the combination of components best suited for the application in question. In addition, the control system supports further customary real-time Ethernet protocols as well as more than 30 IT and IoT standards and protocols.
UP TO 50 PERCENT LESS ENGINEERING EFFORT
The engineering apps reduce engineering efforts by up to 50 percent. The control system supplies a web server for simple browser-based engineering. With ctrlX WORKS, the user programs every single function in the PLC app (according to IEC 61131), G-Code, C/C++, Python, Blockly or other languages at the click of a mouse. The digital nameplates of the connected devices are recognized automatically and integrated in ctrlX WORKS. The integrated web server simplifies the visualization on browser-based end devices such as web-panels or consumer tablets and supports wireless diagnostic solutions with smart devices via WiFi and Bluetooth. In addition, the control system includes a simulation environment in which functions can be tested virtually and then applied to the control system.
COMPACT, OPEN, POWERFUL
ctrlX CORE decouples the hardware from the software and offers users the most modern software architecture in the world of automation. This openness gives machine manufacturers and end users an unprecedented level of freedom by allowing them to implement their own expertise into an industry-grade control system and to transfer pre-written functions as apps. What’s more, Bosch Rexroth consequently mirrors the user-friendliness of consumer electronics, making automation as easy as handling a smart phone – even without Google or Apple.
Do you ask yourself how to produce smallest quantities in an economically viable manner? That is no problem in the factory of the future: You are able to move your machines within the factory hall or take processing stations out of a production line, reposition them and then continue production at the push of a button. Cabinet-free drive technology is a key technology here with decentralized intelligence and comprehensive communication capabilities.
Looking in any supermarket will reveal promotional packs with twenty percent extra free or special products for Easter, summer, Halloween and Christmas. The product carousel is turning at an ever increasing pace. However, the life cycles of furniture, electronic products and cars are becoming shorter and shorter as well. At the same time, online retail accounts for an increasing share of the market. Consumers like to use online configurators in order to customize their products. As a result of this, you as a manufacturer may have to make production changes several times a week instead of producing the same products over many years. In the future, even this might not be enough and refitting may be necessary on an hourly basis.
On the basis of customer applications and numerous automation projects in our own plants, we have analyzed the requirements of such varied production processes and developed a vision for the factory of the future. Only the ceiling, the walls and the floor of the factory hall will be immovable. In contrast, it will be possible to configure machines and processing stations to create new production lines which will communicate wirelessly with each other. As a result of this approach, control cabinets will be obsolete or will no longer play a central role.
Control cabinets on their way out
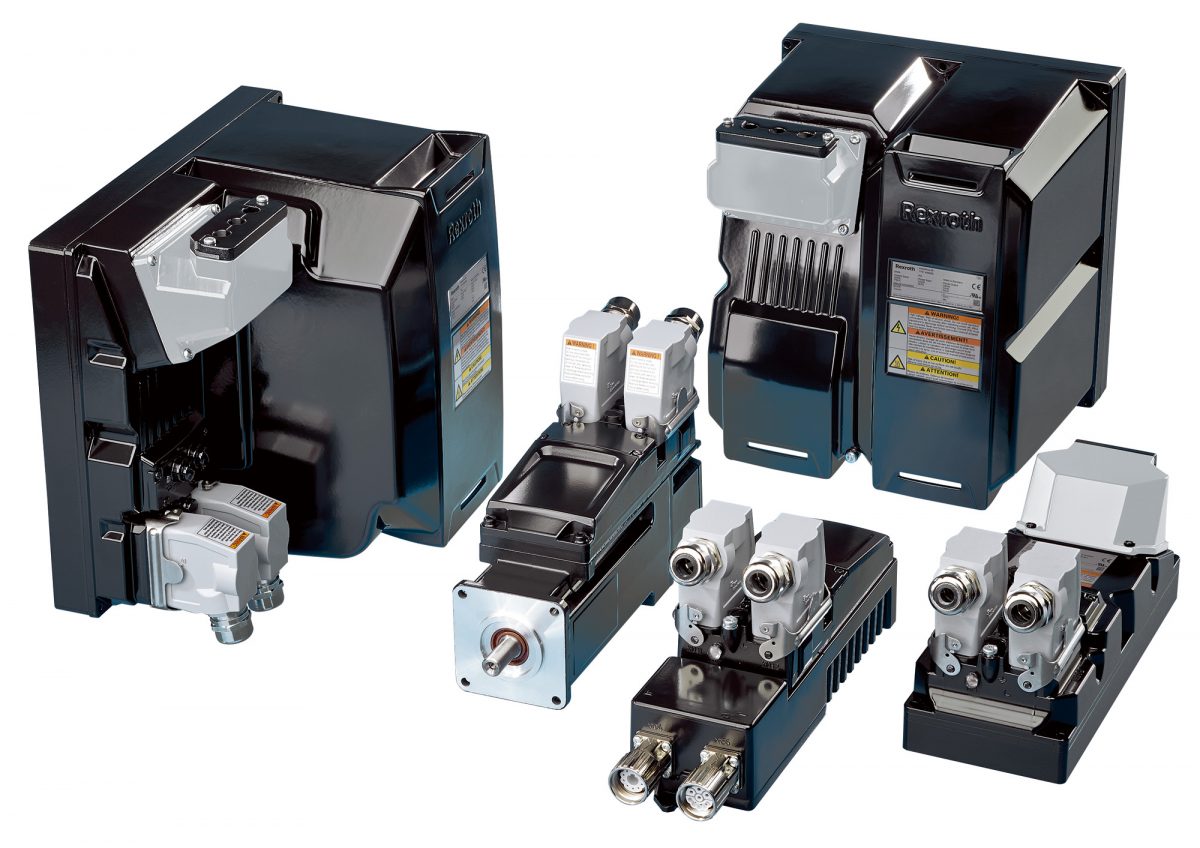
The aim in automation: Making production changes primarily via software, with no manual cabling work. With traditional automation concepts, all cables lead from the actuators and sensors to the control cabinet and back again. In practice, this represents a bottleneck when it comes to installation and refitting. In contrast, the IndraDrive Mi servo drives are geared to and integrated into motors. They reduce the amount of cabling work required and take up no space in the control cabinet. They are installed with all necessary supply components in a decentralized manner in the machine or processing station. Up to 30 servo drives form a drive group on a hybrid cable string for power and communication. Only the first drive has an external connection to the higher-level control systems so that changes do not require cabling work on the control cabinet.
The IndraDrive Mi servo drives are geared to and integrated into motors.
Switch off, reposition, switch on and carry on producing
This flexibility is available for a wide power range – from 0.4 kW to 11 kW. The drives without control cabinets have as standard four digital, freely configurable I/O connections for peripherals and sensors on board. Two of these can be used as quick measuring probes. By decoupling control communication, constructors can integrate further I/O modules, sensors and actuators for pneumatics or hydraulics. This means that automation is completely decentralized. As a result, it is very easy to make changes to the factory of the future later on. Simply switch off the station, pull out one or two plugs, push the machine to its new location, switch it on and carry on producing.
Simple, reliable commissioning
You as a machine manufacturer have scarce engineering resources which need to be used efficiently. Pre-defined, pre-programmed technology functions allow many tasks such as those involving cam discs or cam gears to be performed more quickly. With the integrated Motion Logic for individual axes, the drives take on axis-related processes independently of the central control system.
Engineering tools geared to the tasks make integration into modern concepts easier and save time. The Drive System software allows quick and reliable commissioning because its reads and applies the mechanical data from the motor encoders of the Rexroth motors. At the same time, the IndraDrive Service Tool offers easy access to service and diagnostic functions and also allows the software to be parametrized and updated. The tool which is independent of operating systems runs on HTML5-capable browsers and uses the web server which is integrated into the drive. This architecture makes it easier to replace components, while the tool offers practical access management with guest and service rights.
Regardless of the sector – cabinet-free drive technology is revolutionizing mechanical engineering, significantly reducing costs and improving flexibility.
Communicative in a wide range of environments
Another key requirement for the factory of the future is that it can fit into connected environments and share information flexibly. You as a machine manufacturers are looking for drive solutions which allow them to cater for the different protocols in specific regions and sectors with a single item of hardware and thus simplify their entire logistics from ordering to the supply of spare parts. Cabinet-free drive technology meets this requirement with its multi-Ethernet interface. It supports all common protocols via software selection.
Ready for high-level language functions
Bosch Rexroth’s Open Core Engineering software technology allows you to access core drive functions and the integrated Motion Logic alongside PLC automation with high-level language programs.
In the future, you will be able to use Open Core Engineering for Drives to develop or purchase previously unseen web and cloud-based functions in high-level languages. This will establish a link between intelligent servo drive and server- and cloud-based applications. High-level language programming will open up entirely new connectivity options for you. Without complex PLC interfaces, you will be able to digitize the value stream – from recording an order in the ERP system and the MES systems to the drive.
Are you ready for new flexibility?
By modular concepts you will be able to streamline your processes or machines and stations and set them up flexibly and without control cabinet modifications to create new production lines geared to specific order requirements: the factory of the future is an evolutionary process which has already begun. Cabinet-free drive technology is helping you to meet the new requirements as regards flexibility economically, intelligently and safely – today.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Service app makes it easier to diagnose faults and passes on expert knowledge.
Time is money! – This is particularly true when it comes to maintaining machines and systems in factory automation. Every minute that production is stopped costs money – often a lot of money. Maintenance technicians are measured by how quickly they can get a defective machine running again after a stoppage. The challenge: they usually have to deal with machines and systems of various ages and from various manufacturers. The new Digital Service Assistant (DSA) app reduces this complexity and offers quick help when servicing is required. The app allows a maintenance technician standardized, wireless access to the error memory of machines fitted with Rexroth control systems and enables them to contact local service specialists quickly. The app also helps to clearly identify spare parts and order them straight away.
An everyday scenario for maintenance staff: a machine operator reports that a machine is not working. In practice, a maintenance worker is alerted and runs to the machine, looking for the cause of the fault on the operating display. Where was the error memory again? Then they find out that the problem is with a drive motor. Now the search begins. Where in the machine is this motor? It is then a case of unscrewing the machine cover, finding the motor and cleaning the name plate. In case of doubt, it may be necessary to remove the motor. The maintenance worker can then return to their office and, with the help of the service hotline for the machine or motor manufacturer, identify the necessary spare part with all options. In many cases, how quickly the machine can be repaired depends on the experience and inventiveness of the individual maintenance worker and how quickly they find the correct information.
Digital access to all information
This is where the Digital Service Assistant comes in. The idea: maintenance technicians using a standard mobile device have wireless access to all relevant error messages and service information for new and installed machines with Rexroth control systems, can contact local service specialists via telephone or Skype, can clearly identify components using a camera and can then order them straight away. As part of a growing digital service portfolio, the app which was developed for iOS and Android devices makes it easier to find and rectify the causes of faults and thus reduce downtimes.
If an error message is received, the maintenance technician logs on to the defective machine from any location via the production WLAN network and reads the error memory. The technician has access to the stored parameters and can see immediately where the problem lies. At the push of a button, they can download the documentation to their mobile device or send it to their e-mail account via a link. In the event of more complex problems, the maintenance technician can call the helpdesk of the control system and drive manufacturer. Geotagging is used to determine where the nearest service centers are and a suitable center can then be selected. If required, the diagnostic information and the unique device identification data can be passed on transparently to Rexroth. Thanks to this precise description of the error, help can be provided quickly because the specialists on the helpdesk can access all the necessary information straight away without having to ask questions or carry out research. On this basis, they can help end users via telephone or Skype in their national language.
Clear identification of spare parts using serial numbers
Identifying spare parts is a common problem for maintenance technicians. With special machines, tailor-made components which differ from the standard designs are often used. And when the components are produced by a number of different manufacturers, the name plate often does not provide the necessary information. To make matters worse, the software version of intelligent modules also plays a role. If the spare part has a different version, this can mean a great deal of extra work. Time-consuming research is often necessary when ordering spare parts or requesting repairs.
This is not the case with Rexroth: for each control and drive component produced, the manufacturer allocates a unique serial number for which a digital twin with all options is saved. Using the DSA, the maintenance technician either brings up the electronic name plate from the control system or scans the QR code or serial number on the component. This information is then sent to the customer portal. Here, Rexroth identifies each component with all options and software versions and the user can order the relevant spare part electronically or request a repair without further questions. This saves a significant amount of time in practice.
Installed in two steps
Users can download the app in the 1st quarter of 2019 free of charge from the relevant app stores and install it on their smart device. Many services can be used straight away even without registering. The service app is also suitable for previously installed machines with Rexroth control systems. Installation requires little work and involves two steps: the control systems must be online via WLAN so that the app can access them. In a second step, the data which may be read out are defined in the machine’s PLC: log book, error memory, operating hours counter and the serial numbers of individual components. As a result, the app is suitable for universal use.
End users always attach particular importance to data security, i.e. security during production. Protecting machines against unauthorized access and manipulation is a matter of top priority. Accordingly, the DSA establishes the connection to the control systems using the internal company WLAN in accordance with IEEE 802.11i. This network is encrypted using the WPA2 key. The app can therefore only read out data that were defined individually beforehand. As a further built-in security feature, it has no write rights for the control system.
Registration optimizes services on offer
The DSA is another building block in Rexroth’s rapidly growing range of digital services. End customers can also register their machines on the customer portal on a one-off basis. As a result of this, the machine data are stored so that service issues can be dealt with quickly and easily by the helpdesk. At the same time, end users themselves can gain an overview of all components used. They receive information regarding relevant service issues such as updates or what they can do to ensure the serviceability of their control systems and drives.
Registration helps Rexroth to optimize its service both regionally and on a customer-specific basis. On the basis of the information regarding the type and number of installed components, the company can put in place suitable service capacities and keep a stock of spare parts.
Part of the OEM service solution
The Digital Service Assistant was specially developed to allow OEMs to integrate it into their digital service concepts. As a modular building block, it fits into manufacturer-specific service tools. Here, OEMs can provide all functions and for example link their own contact data to the geotagging system. If required, Rexroth can remain in the background for the end user and will only update the data stocks and the software.
Modern digital service offerings such as the DSA open up access to all necessary information in order to diagnose and rectify faults quicker than before. They help maintenance staff to find the right solutions more quickly and reduce machine downtimes. They are a further building block for the digital transformation towards the factory of the future.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
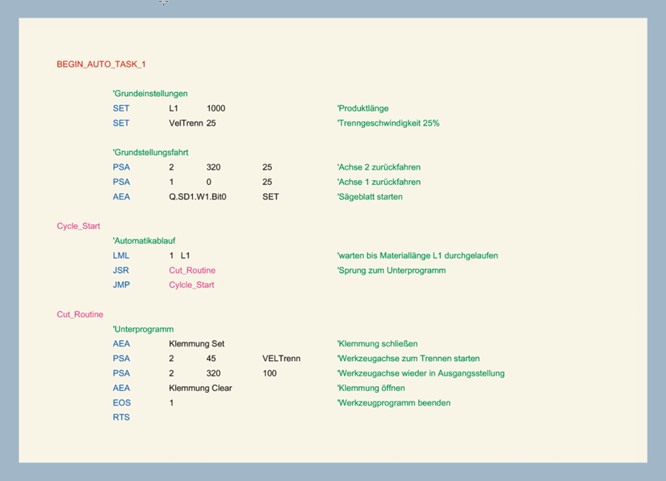
However efficient PLC programming for complex tasks may be, it is often relatively time-consuming for simple and moderately complex automation solutions. In light of scarce internal resources, machine manufacturers are looking for ways to speed up engineering and shorten delivery times. A new solution is Sequential Motion Control SMC, a virtually universal technology function for IndraDrive servo drives. It reduces users’ programming and commissioning work by up to 90 percent compared to PLC programming.
Career portals clearly show the lack of skilled labor: in Germany alone, there are more than ten thousand vacancies for PLC programming and commissioning specialists. The situation is no better in other countries. The lack of skilled labor not only lengthens the time to market for new machines – it also makes it more difficult to develop lucrative services, for example adapting installed stations to new tasks.
If orders are delayed owing to capacity bottlenecks, this annoys customers. This makes it all the more important to come up with an alternative to complex, time-consuming PLC programming. This is where drive-based Sequential Motion Control SMC comes in. It uses the intelligence of servo drives for applications with up to six axes yet requires no external motion control system. The integrated motion control system, on-board I/Os and expandable I/O cards reduce hardware costs and make system integration easier.
Ten automation solutions in the time it would take for one
Lean engineering offers particularly exciting opportunities for machine manufacturers as it allows them to put in place up to ten automation solutions in the time it would normally take for one. As a result, they can step up the pace instantly and ultimately increase their turnover. Independent investigations and empirical findings show that the PLC programming and commissioning work for a flying cutter takes slightly more than a man-week. With SMC, the same result can be achieved in just four man-hours.
With a single command, SMC controls complete motion sequences which the user arranges one after another. These sequences are based on a wealth of automation experience in areas ranging from wood processing to the packaging industry and can cope with simple and moderately complex tasks in a virtually universal manner. With pre-defined commands, users can achieve independent positioning axes, axis and master axis couplings, synchronous axis operation, cam profile applications and sequential movements. Applications range from handling systems, processing stations and test stands to flying cut-off. A wide range of special functions are available: With just a few lines, users can activate head cutting, parts movements, maximum lifting routines, reverse optimization, short length processing and other functions.
90 percent faster engineering – with SMC for IndraDrive, axis couplings, synchronous axes and sequential motion sequences can be achieved much more quickly.
With SMC, users can achieve independent positioning axes, axis and master axis couplings, synchronous axis operation, cam disc applications and sequential movements with pre-defined commands.
Eight commands replace 200 lines of PLC code
When engineering, routine tasks such as defining operating modes, diagnostics and error handling take up significant amounts of time. Up until now, these tasks which are often unpopular accounted for up to two thirds of overall programming time although they barely contribute towards the specific solution. With the SMC option, the drives are pre-configured in the factory, thus eliminating these routine tasks. Thanks to this pre-configuration, users can begin task programming and commissioning straight away.
Sequential programming also helps less experienced technicians to create automation solutions geared to particular applications quickly. A practical example: in an open PLC such as the IEC 61131-3, the programming code for a pair of flying shears is more than 200 lines long. With SMC, the user arranges eight commands one after another and then only needs to optimize the processing procedure. Users merely need to learn around 70 commands. They include complete applications and command up to six axes at the same time with one instruction. Users issue step and motion control commands, use closed-loop force and torque controls and query I/Os.
PLC code with just eight commands reduced to 14 lines. With SMC, programming and commissioning a pair of flying shears takes less than half a day.
Optimizing variables directly
SMC includes a manual mode for setting up and referencing axes, a parameterization mode and an automatic mode for working through the programs. In automatic mode, the solutions can control up to four tasks in parallel. At the same time, a cyclic task allows statuses and diagnoses to be called up at any time. Users can therefore observe and optimize variables while the program is running.
Quick solutions for emerging markets
The level of automation in China and other emerging markets is increasing very quickly at the moment. At the same time, there is a lack of programmers with an expert knowledge of PLC in these countries. With online help, watch-listen and tools for debugging or program management, the free SMC Editor helps even technicians with little experience. If necessary, users can use ready-made templates for visualization or create their own.
Owing to increasingly short product life cycles, rapid automation is also becoming more important in mature markets. Concepts such as Bosch Rexroth’s factory of the future are highly flexible and allow the production of very small quantities – even down to a batch size of 1. In the future, end users will be able to adapt their production lines flexibly according to orders at very short intervals and will require new motion sequences and additional processing stations at short notice.
The new processing stations must also fit into connected production lines. As a result, an open system for sharing data and information with other machines and higher-level IT systems is a must. The Sercos automation bus allows real-time cross-communication – an important requirement when it comes to precise synchronization with other process movements. Via software, the user selects in the multi-Ethernet interface one of the common protocols such as Sercos, PROFINET IO, EtherNet/IP and EtherCAT as well as the safety protocols CIP Safety on Sercos, Fail Safe over EtherCat and PROFIsafe on PROFINET.
Another task which only very experienced programmers were able to cope with relates to machine safety. Rexroth’s SafeMotion reduces the time required with certified safety functions. As a result, users do not need any additional safety control system in order to meet the requirements and standards of the Machinery Directive.
Increasing turnover with existing resources
The lack of skilled labor will remain a problem for the global mechanical engineering sector in the long term. SMC is a practically oriented approach for simplifying programming and commissioning. Machine manufacturers can therefore significantly increase the number of automation solutions that they supply even without additional PLC programmers. At the same time, the available specialists can concentrate on automating more complex tasks and here too reduce the time to market considerably.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Guest contributor: Andreas Gryglewski, Bosch Rexroth
The market for handling and robotic solutions is highly price-driven, yet still leaves room for disruptive ideas. Bosch Rexroth provides proof of this with an advanced solution package for Cartesian kinematics. It combines an economical industrial controller with state-of-the-art web technology and assured instruction via a standard tablet. The result: minimum investment costs and maximum efficiency – before and during operation.
Manufacturers of handling solutions for loading and unloading face fierce competition. The volume market demands cost-optimized, rugged and user-friendly solutions that optimally fulfill all requirements in terms of accuracy and cycle times. In addition, users expect quick commissioning with as little programming, instruction and training expenditures as possible. A high degree of productivity and flexibility is also required for the operational phase in order to reduce downtime and so that format or process changes can be more quickly implemented.
All of these requirements are addressed by Bosch Rexroth with a particularly economical solution package for Cartesian kinematics that combines a high-performance motion controller with state-of-the-art web technologies and innovative value-added features. The automation experts make the solution package even more economical with an especially clever idea: users can perform the setup and assured teaching-in on any standard commercially available tablet.
Industrial control, web technology, consumer tablets
In its solution package for Cartesian kinematics, Bosch Rexroth combines a powerful motion controller with modern web technologies and innovative value-added features.
The disruptive solution approach for Cartesian handling from Bosch Rexroth is particularly suitable for machinery manufacturers and end users who want to implement flexibly and reliably adaptable pick-and-place tasks in a short time and at a low cost. Examples include the loading and unloading of injection-molded parts, the sorting of workpieces, or a wide range of intralogistics applications. Bosch Rexroth combines its proven industrial controller with a webserver and a bracket for a typical standard tablet, by means of which the user can visualize the connected handling solution and – graphically-supported – program, teach-in and adjust it as needed. The solution package is comprised of other basic components such as compact servo motorsand drives for the kinematics movement, as well as a safety controller for connecting to the tablet bracket for safe teaching-in. From a single source, Bosch Rexroth also optionally offers the mechanical equipment, includinglinear axeswith a belt or ball-screw drive and grabbers.
The utmost in connectivity and IT security
In its new handling solution, Bosch Rexroth placed special emphasis on the two key properties of i4.0 –connectivity and IT security. While the optional IoTGateway ensures the horizontal and vertical networking, the security router with a newly developed IoT firewall, which is also optional, guarantees secure communication between the tablet and controller. Consequently, unauthorized persons can neither log into the controller nor can a virus attack the controller or spread throughout a company’s IT network.
Thanks to the newly developed solution packages, handling systems from Bosch Rexroth can be more quickly commissioned, easily programmed, and taught most economically using standard tablets.
Easy commissioning without parameterization
One of the numerous unique features is the operating concept for the handling solution: Immediately after a servo motor is connected with a drive, the latter reads out the stored parameter set from the feedback memory and thus already has all the characteristic data of the mechanical equipment. The result: a considerable time savings and prevention of errors during commissioning, because the user no longer has to manually enter up to 70 parameters. When Rexroth mechanical equipment is ordered in the future, the parameters will be stored in the feedback memory of the motor while still in the plant. If the user puts his own mechanical equipment into operation; the associated parameter file can also be stored in the feedback memory and is efficiently read into the drive upon connecting.
Safe teaching-in using a standard tablet
The disruptive character of the new handling solution becomes clear during setup, which can be performed wirelessly with almost any consumer tablet. It is expeditiously fastened in a bracket especially developed by Bosch Rexroth for teaching-in, which can be adjusted to the respective size and securely encloses the mobile device. On the top left is a combination emergency stop and enabling button that makes reliable and comfortable teaching-in possible for the user. While the left hand holds the tablet and can press the red button, the right hand is free for other operational tasks. The visualization and operation of the handling system is web-based and applies the HTML5 standard, hence is independent of the tablet OS. An optional security router with an integrated firewall provides for IT security.
Programming without programming knowledge
Bosch Rexroth also made the process programming, which precedes the teaching-in sequence, as uncomplicated as possible. Because it uses the graphical programming language Google Blockly, as is the case with the tablet, no programming skills in conventional terms are required. In order to move an axis from point A to point B, for example, only the start and end positions need to be specified, and a line to connect them with each other. The grabbers are also opened or closed by means of graphical elements. Thanks to variables, logical expressions and loops, it is possible to easily specify and clearly represent various processes, also complex ones if necessary.
Features for increasing productivity and quality
Positively contributing to the performance of an especially economical operating phase of the new handling solution are its versatile functions and expansion options. These ultimately also afford the user a high degree of flexibility for changes in process or format. For example, the “Active vibration damping” function, which provides greater product quality in combination with a sensor, or initiates the exact countermovements in the open-loop process in the linear module in order to prevent undesirable vibrations or to move sensitive products. Thus, for instance, the utmost in accuracy can be achieved when loading and unloading using the grabber sparing the mechanical equipment for a longer service life.
Preventive maintenance and IoT integration
Preventive maintenance can also be cost-efficiently realized in combined usage with the optional IoT Gateway. In order to collect data for analysis and evaluation of the service life, the motor decoder can also be used as an intelligent sensor. If the motor revolutions are converted into linear movements, the timing for lubrication intervals or the replacement of components can be derived, for example. Communication standards such as OPC UAcan provide for easy integration into customer-specific IoT systems as needed.
Economical in every way
The solution package is especially suited for pick-and-place tasks that must be quickly and flexibly adaptable – such as for the loading and unloading of injection-molded parts, the sorting of workpieces, or for various intralogistics applications.
With the new solution package, Bosch Rexroth introduces a fresh impetus into the competitive market for Cartesian handling. Automation expertise, modern web and IoT technologies, and productivity-enhancing features are combined in a rugged and practical solution concept that takes into account current and future market requirements, and which generates disruptive energy. Consequently, machinery manufacturers and end users find quick and very economical way to implement a reliable, efficient and flexible handling solution that can be commissioned, taught, and adapted to current requirements without any significant knowledge of programming and parameterization.
Innovative approaches of the new handling system:
A comprehensive economic package comprising industrial controller, servo motor, drives, security zone module and teaching-in bracket for consumer tablets
Maximum security through a router with firewall (optional)
Minimal total cost of ownership thanks to:
Commissioning without the need for parameterization: Drives automatically read stored mechanical parameters when connected with a motor
Device-independent visualization and operation (HTML5)
Safe teaching-in bracket for consumer tablets
Simplified process flow design without programming knowledge, thanks to Google Blockly
Added value functions for productivity and quality – for example vibration absorption
Prepared for data tracking for preventive maintenance
Easy integration into IoT systems through open interfaces such as OPC UA
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Additive manufacturing is a growth market – sales worth tens of billions of euros are expected by 2020. However, innovative automation solutions are needed if this disruptive technology is to achieve a breakthrough and make the leap from prototype construction and toolmaking to industrial mass production.
If machine manufacturers want to achieve the productivity needed for mass production, they need to reduce the amount of manual work involved, the reject rate and the quality assurance outlay and successfully integrate the machines into the production line. Both challenges can be met through high-performance, intelligent and connective automation.
IoT as a key technology
In the factory of the future, AM machines will be connected horizontally and vertically to higher-level and neighboring IT systems. When it comes to the industrial Internet of things, Bosch Rexroth relies on open i4.0 standards such as OPC UA. With full server/client functionality, processes, cycle times and energy consumption can be evaluated in real time and optimized to achieve better productivity and quality. In conjunction with intelligent algorithms in drive and control technology, Bosch Rexroth also carries out predictive maintenance.
3D printing and the factory of the future
Thanks to decentralized intelligence, drive technology without control cabinets and open standards, the next generation of AM machines is ready for the factory of the future. Wireless communication and modular production lines increase flexibility while reducing set-up times. As a result, the factory layout can be geared to current and future requirements. The next logical step is the decentralization of the control system which will then receive its programs as necessary from the cloud.
What the hardware must be capable of
Whether it be metal, plastic or ceramic: the output in the relevant AM procedure depends very much on the performance of the CNC or motion control system. The shorter the cycle times, the more quickly the NC programs run. The higher the performance, the quicker 3D data can be computed on the CNC and process data collected and processed in real time. The MTX CNC system from Rexroth achieves this with a combination of a high-performance dual core processor and decentralized intelligence allowing fast reaction times. As a result, many additional tasks can be performed by the machine. Planning, programming and the commissioning of all system components take place in a standardized manner via IndraWorks Engineering.
Software makes all the difference
In order to be able to control the application of additive materials precisely and to influence it easily with process variables, the control software too must be particularly powerful. The MTX system software includes numerous AM-specific CNC functions for this purpose. These include an intelligent temperature control system and a 3D online simulation with collision recognition which automatically visualizes the construction time, positioning and printing head travel. The standardized G code is supported by any slicer software. Integrated NC encoding systems protect manufacturer-specific know-how.
Digitizing the workflow
Another key development area is the digitization of the workflow with typical tasks such as print configuration, job management, machine monitoring including online process modification or controlling intralogistics. Because this is not possible without interfaces to the software programs involved (e.g. CAD/CAM systems or simulation solutions), the MTX CNC system has an open system architecture and the Open Core Interface. As a result, machine operators can easily integrate their workflows. In a pre-production context, there are numerous benefits including material simulations or the certification of quality-related parameters. The CNC system thus fits seamlessly into simulation environments as “hardware in the loop”.
Efficient, intelligent and connective: the MTX CNC system from Rexroth. (Source: Bosch Rexroth AG)
Industrial 3D printing in practice
Norsk Titanium AS demonstrates just how efficient industrial 3D printing can be. The world’s leading provider of additive manufacturing technologies for aerospace-grade titanium established the first additive production facility on an industrial scale. In its Rapid Plasma Deposition™ machines, an MTX system controls not only plasma burners but also ten servo axes for producing components and conveying or handling the titanium wire. The MTX system also takes care of process optimization in real time by evaluating sensors and calculating correction values. Bosch Rexroth contributed to the partnership through the experience that it gained during more than 100 group AM projects along with various system components such as drive controllers, supply units, motors and linear systems including the IMS high-precision integrated measuring system.
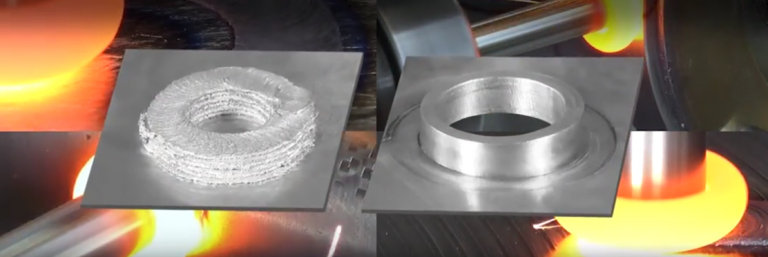
The German machine tool manufacturer Weisserpresented its Weisser additive manufacturing exhibit for the first time at the EMO 2017 and the Metav 2018. Equipped with an additive friction welding unit (AFW), it allows fine layers of metal to be deposited on metal materials and then precision-machined using metal-cutting techniques. As a result, the final contour is maintained with minimal material use. This technology too benefits from the MTX CNC system whose user interface can be integrated seamlessly into the multi-touch operating panel thanks to the open architecture.
The future will be even simpler
With high-performance and high-connectivity automation solutions, industrial 3D printers will be fast and reliable enough for use in mass production. Open interfaces will help to digitize workflows. IoT connectivity is paving the way for the factory of the future. At the same time, experienced system partners such as Bosch Rexroth who provide not only engineering and application support but also complementary technologies such as decentralized drive or linear technology with integrated sensor systems can help manufacturers to acquire the necessary know-how.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
i4.0 in practice: the 5 automation trends in the packaging industry
Next-generation packaging machines are being designed without control cabinets and are increasingly vertically and horizontally connected. Big data analyses, smart maintenance and model-based engineering have unleashed tremendous potential. But even conventional automation tasks can be handled more easily with open interfaces and integrated functions. What are the five major automation trends in detail?
What the packaging lines of tomorrow will be able to do
When I look at the highly dynamic packaging industry, I see four major challenges faced by machine builders: more individuality when it comes to packaging, more flexibility in terms of formats, higher availability and less space required for machines and lines. These challenges lead to five major trends in automation:
(1) Connected – the connectivity trend
As a user, I need transparency, whether I want to improve system availability through smart maintenance, make my line more flexible, or optimize complex packaging processes. Without knowledge of subprocesses and plant conditions, I can’t analyze anything – neither on premise nor via the cloud. Modern automation technology and sensor systems now provide all the necessary data. I have to retrofit existing systems, but preferably without the need for programming or intervention in the automation. The IoT gatewayfulfills this requirement extremely elegantly and can be set up in just five minutes. Machine builders can also opt for Starter Kit, which includes the Software Production Performance Manager (PPM), for a complete analysis platform from a single source.
The sweet side of Industry 4.0
There is also enormous potential in cross-vendor and system-wide networking via IIoT protocols such as MQTT or the open i4.0 standard OPC UA. At interpack, four machine builders and Bosch Rexroth will showcase the “ChoConnect” project as an exciting example of authentic M2M communication: Four locally distributed exhibition machines from LÖSCH Verpackungstechnik, SOLLICH, THEEGARTEN-PACTEC and WINKLER and DÜNNEBIER Süsswaren exchange information as a virtual production line for chocolate products using OPC UA in accordance with the Weihenstephan standardand create an end-to-end transparent value chain at the shopfloor level – without the need for an MESor control system. The individual steps of mass processing, molding, primary and secondary packaging automatically adjust performance according to individual capacities. The production process becomes more flexible; system efficiency increases.
Merging of automation, IT and IIoT
The fact that inflexible line PLCs will soon be obsolete is also a consequence of a merging of automation, IT and IIoT. With open interfaces such as Open Core Interface, ERP systems can be directly linked to machine automation, simplifying inventory management for machine components. Obviously, there must be also be a security strategy for regulating access to the control system.
(2) Simple – Make it simple!
The current trend towards fewer personnel per line has increased the need for intuitive control units such as HMI with multi-touch. Transparent and seamless visualization solutions are required – on the production line itself and at other locations in the company – in order to continuously improve processes and respond quickly when necessary. The ActiveCockpit interactive communication platform shows that such solutions are already available today.
Companies often need the ability to easily integrate new machines or lines into existing systems – this can already be done mechanically using standardized chain conveyor systems such as VarioFlow plus in combination with the MTpro planning tool. In the future, open M2M interfaces will allow for easy electrical integration.
With the growing need to simplify diagnostics and maintenance, we will see even more web-based service tools and innovative LED concepts at machines in the future. Augmented and virtual reality are sure to play a part here, too. It has been repeatedly demonstrated at trade shows how the digital twin integrates itself into the real picture using open interfaces so that complex technical relationships can be visualized and understood more quickly. A product orientation module for beverage packages by WestRock will be showcased at interpack.
(3) Efficient – end-to-end digital engineering
Ever more complex design needs and shorter time-to-market requirements are fueling the demand for model-based engineering with simulations and virtual commissioning. As a technology partner with industry expertise, Open Core Engineeringnot only ensures seamless integration of the machine control with simulation platforms such as MATLAB/Simulink or 3DEXPERIENCE by Dassault Systèmes. For immediate creation of a digital twin that can be simultaneously used by mechanics, electricians and software programmers, Bosch Rexroth delivers digital behavior models of its automation products as standard.
Bosch Rexroth also provides a comprehensive library of prepared technology functions along with the machine control. By emphasizing parameterizing instead of programming, flow wrappers, secondary packaging systems, fillers or sealing machines can be commissioned more quickly. Integrated standard kinematics and functions for delta, parallel and palletizing robots are also available. Object-oriented PLC programming and high-level languages, such as Java and C++, facilitate creation of the machine control software. The controllers feature a web server for easy integration of Internet technologies such as visualization using HTML5. Of course, standardized programming templates support the creation of machine programs following OMAC/PackML standards as well as the Weihenstephan standard and PLCopen.
(4) Adaptive – the adaptivity trend
What if the packaging line automatically adjusted the product stream in the event of a fault, instead of jamming and displaying a lot of error messages? Prefabricated software functions such as intelligent infeeds or product grouping are already available, even for these trend-setting M2M scenarios. For the use of robots and flexible transport system a separate controller is not needed anymore. These are managed by the standard machine controller, and the number of interfaces and the effort required to use transport systems or robotics are reduced.
In view of increasingly complex packaging processes, there is also a need for machines to automatically adjust to their environment. Machines require Smart Sensor Nodes with MEM technology like XDK in order to “learn” from their current state. Virtual sensors like servo motors and drives, including the intelligent MS2N servo motor, provide useful information.
Last but not least, next-generation packaging machines automatically adjust to the current format and regulate process speed as well as product handling. Adaptive software functions have also been developed for this scenario of the future. The spectrum ranges from flexible electronic cams in the machine control (FlexProfile), drive functions such as auto-tuning and anti-vibration to frequency response measurements and innovative filter functions for minimizing resonance frequencies in mechanical parts.
(5) Cabinet-free – much more than just space saving
This trend in packaging is not just about saving space in the automation technology, machine footprint and control cabinet space. Instead, it’s about a modular machine configuration that allows machine operators and customers to respond flexibly to different requirements. The individual modules are connected to one another only by a single hybrid cable and can be easily integrated into the machine or retrofitted later. This reduces the installation area and increases servo density in favor of greater flexibility. Installation space, cabling and maintenance costs are also reduced. Such modular approaches are especially useful for secondary packaging and rotary machines such as filling and capping machines as well as retrofit projects.
Solutions for these packaging trends are already available. Use them now!
Manufacturers and users of packaging machines already have numerous options for boosting their competitiveness through intelligent and connected automation solutions. But to achieve this, they need an industry-oriented, expert partner with a broad ecosystem of solutions. At interpack 2017, Bosch Rexroth will give visitors the opportunity to experience the trade show theme of “Connected Automation i4.0 now“ live in all of its facets – including modern networking, simple design, model-based engineering and groundbreaking service. The future of automation has already begun and is ready for “installation” in the latest generation of packaging machines. Now!
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Less Cabling, Smaller controls cabinet, Less heat…wow, that’s all great stuff. I can achieve this all with a decentralized solution? Absolutely – and even more!
Decentralized Control Architecture means shifting the motion control drives from the crowded cabinets, and moving them near to the motors – out on the machine where the action is. Immediately you can see that this can reduce the size of the controls cabinet, moving all of those drives out onto the machine – but how do I see these other advantages?
It’s not JUST about moving the drives out onto the machine, near or integrated with the motors, but also how you design your entire control system. Think about a conventional Centralized Control Architecture – all of your drives, power supplies and other I/O are jammed into a large cabinet and cables are run to each motor – and since we are talking conventional, this likely means multiple cables (power and feedback for each motor). So in a decentralized solution, the motor, feedback and fieldbus communication needs to be run through a single cable, and the control architecture allows communications to function over the fieldbus loop.
So thinking about it that way, with an 8 axis machine – Control cabinet 5 meters from the initial motor, and subsequent axes 3 meters apart – this adds up quickly to almost 250 meters of cabling (Power and Feedback) using a centralized approach.
Imagine now – A decentralized solution, drives located within a meter of the motor they are driving – you cut cabling down to a mere 35 meters! Do the math – an 86% reduction! Throw in extended I/O and your savings jumps to almost 90% SO – Point 1 – Substantially reduced cables cost – not just from the mere reduction in cable length, but in reduced costs associated form cable management trays and even the labor to run the cables.
But there’s more (or do I mean less). Smaller cabinet, less electronics, means less heat to dissipate – electronics usually don’t like the heat, so they tend to get some cool air, provided by some nice air conditioning system. Less heat, less need for an expensive air conditioning unit, AND less energy consumption.
One other element not so readily apparent with a good decentralized design – flexibility! Designing with a decentralized drive architecture in mind from the start opens up new possibilities. This allows more flexibility in modularization. We’ll cover this modularization concept in a follow on blog topic next time…
All of these advantages help the OEM build a more efficient machine, with less components, reduction in assembly time, and more flexibility in design – improving the marketability of the machine. End users enjoy the lower cost of ownership and increase reliability – and potentially space savings on their factory floor.
CMA/Flodyne/Hydradyne is an authorized Kollmorgen distributor in Illinois, Wisconsin, Iowa and Northern Indiana.In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.























 It’s not JUST about moving the drives out onto the machine, near or integrated with the motors, but also how you design your entire control system. Think about a conventional Centralized Control Architecture – all of your drives, power supplies and other I/O are jammed into a large cabinet and cables are run to each motor – and since we are talking conventional, this likely means multiple cables (power and feedback for each motor). So in a decentralized solution, the motor, feedback and fieldbus communication needs to be run through a single cable, and the control architecture allows communications to function over the fieldbus loop.
It’s not JUST about moving the drives out onto the machine, near or integrated with the motors, but also how you design your entire control system. Think about a conventional Centralized Control Architecture – all of your drives, power supplies and other I/O are jammed into a large cabinet and cables are run to each motor – and since we are talking conventional, this likely means multiple cables (power and feedback for each motor). So in a decentralized solution, the motor, feedback and fieldbus communication needs to be run through a single cable, and the control architecture allows communications to function over the fieldbus loop. Imagine now – A decentralized solution, drives located within a meter of the motor they are driving – you cut cabling down to a mere 35 meters! Do the math – an 86% reduction! Throw in extended I/O and your savings jumps to almost 90% SO – Point 1 – Substantially reduced cables cost – not just from the mere reduction in cable length, but in reduced costs associated form cable management trays and even the labor to run the cables.
Imagine now – A decentralized solution, drives located within a meter of the motor they are driving – you cut cabling down to a mere 35 meters! Do the math – an 86% reduction! Throw in extended I/O and your savings jumps to almost 90% SO – Point 1 – Substantially reduced cables cost – not just from the mere reduction in cable length, but in reduced costs associated form cable management trays and even the labor to run the cables.
