Guest contributor: Shishir Rege, Balluff
On several occasions, I was asked what other applications IO-Link is suitable for? Is it only for sensor integration? Well the answer is no! There are several uses for IO-Link and we are just beginning to scratch the surface for what IO-Link can do. In this blog post I will cover at least 7 common uses for IO-Link including sensor integration.
IO-Link in essence provides tremendous flexibility. Each available IO-Link port offers the possibility to connect devices from hundreds of manufacturers to build a resilient distributed modular controls architecture — that is essentially independent of the fieldbus or network. IO-Link is the first standardized sensor/actuator communication protocol as defined in IEC61131-9.
USE-CASE #1: Simplify sensor integration
Multitudes of IO-Link sensors from 100+ manufacturers can be connected using the simple 3-wire M12 prox cables. No shielded cables are required. Additionally, using IO-Link provides a parameterization feature and anti-tampering abilities- on the same 3 wires. The sensor can be configured remotely through a PLC or the controller and all the configuration settings can be stored for re-application when the sensor is replaced. This way, on your dreaded night shift changing complex sensor is just plug-n-play. Recipe changes on the line are a breeze too. For example, if you have an IO-Link color sensor configured to detect a green color and for the next batch you want to start detecting red color- with IO-Link it is simply a matter of sending a parameter for the color sensor – instead of sending a maintenance person to change the settings on the sensor itself — saving valuable time on the line.

USE-CASE #2: Simplify analog sensor connections
In one of my previous blogs, “Simplify your existing analog sensor connection”, I detailed how connecting an analog sensor with single or multi-channel analog-to-IO-Link (A/D) converters can eliminate expensive shielded cables and expensive analog cards in the controller rack and avoids all the hassle that comes with the analog sensors.
USE-CASE #3: Simplify RFID communication
IO-Link makes applications with RFID particularly intriguing because it takes all the complexity of the RFID systems out for simple applications such as access control, error-proofing, number plate tracking and so on. In an open port on IO-Link master device you can add read/write or read only RFID heads and start programming. A couple of things to note here is this IO-Link based RFID is geared for small data communication where the data is about 100-200 bytes. Of-course if you are getting into high volume data applications a dedicated RFID is preferred. The applications mentioned above are not data intensive and IO-Link RFID is a perfect solution for it.
USE-CASE #4: Simplify Valve Integration
 Typically valve banks from major manufacturers come with a D-sub connection with 25 pins. These 25 wires are now required to be routed back to the controls cabinet, cut, stripped, labeled, crimped and then terminated. The other expensive option is to use a network node on the valve bank itself, which requires routing expensive network cable and power cable to the valve bank. Not to mention the added cost for the network node on the valve bank. Several manufacturers now offer IO-Link on the valve manifold itself simplifying connection to 4-wires and utilizing inexpensive M12 prox cables. If you still have the old D-sub connector, an IO-Link to 25-pin D-sub connectors may be a better solution to simplify the valve bank installation. This way, you can easily retrofit your valve bank to get the enhanced diagnostics with IO-Link without much cost. Using IO-Link valve connectors not only saves time on integration by avoiding the labor associated with wire routing, but it also offers a cost effective solution compared to a network node on the valve manifold. Now you can get multiple valve manifolds on the single network node (used by the IO-Link master) rather than providing a single node for each valve manifold in use.
Typically valve banks from major manufacturers come with a D-sub connection with 25 pins. These 25 wires are now required to be routed back to the controls cabinet, cut, stripped, labeled, crimped and then terminated. The other expensive option is to use a network node on the valve bank itself, which requires routing expensive network cable and power cable to the valve bank. Not to mention the added cost for the network node on the valve bank. Several manufacturers now offer IO-Link on the valve manifold itself simplifying connection to 4-wires and utilizing inexpensive M12 prox cables. If you still have the old D-sub connector, an IO-Link to 25-pin D-sub connectors may be a better solution to simplify the valve bank installation. This way, you can easily retrofit your valve bank to get the enhanced diagnostics with IO-Link without much cost. Using IO-Link valve connectors not only saves time on integration by avoiding the labor associated with wire routing, but it also offers a cost effective solution compared to a network node on the valve manifold. Now you can get multiple valve manifolds on the single network node (used by the IO-Link master) rather than providing a single node for each valve manifold in use.
USE-CASE #5 Simplify Process Visualization
Who would have thought IO-Link can add intelligence to a stack light or status indicator? Well, we did. Balluff introduced an IO-Link based fully programmable LED tower light system to disrupt the status indicator market. The LED tower light, or SmartLight, uses a 3-wire M12 prox cable and offers different modes of operations such as standard stack light mode with up to 5 segments of various color lights to show the status of the system, or as a run-light mode to display particular information about your process such as system is running but soon needs a mechanical or electrical maintenance and this is done by simply changing colors of a running segment or the background segment. Another mode of operation could be a level mode where you can show the progress of process or show the fork-lift operators that the station is running low on parts. Since the Smartlight uses LEDs to show the information, the colors, and the intensity of the light can be programmed. If that is not enough you can also add a buzzer that offers programmable chopped, beep or continuous sound. The Smartlight takes all of the complexity of the stack light and adds more features and functions to upgrade your plant floor.
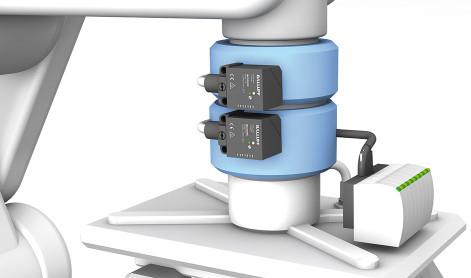
USE-CASE #6: Non-contact connection of power and data exchange
Several times on assembly lines, a question is how to provide power to the moving pallets to energize the sensors and I/O required for the operation? When multi-pin connectors are used the biggest problem is that the pins break by constantly connecting or disconnecting. Utilizing an inductive coupling device that can enable transfer of power and IO-Link data across an air-gap simplifies the installation and eliminates the unplanned down-time. With IO-Link inductive couplers, up to 32 bytes of data and power can be transferred. Yes you can activate valves over the inductive couplers! More on inductive coupling can be found on my other series of blogs “Simple Concepts for Complex Automation”
USE-CASE #7: Build flexible high density I/O architectures.
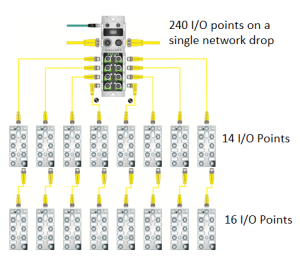 How many I/O points are you hosting today on a single network drop? The typical answer is 16 I/O points. What happens when you need one additional I/O point or the end-user demands 20% additional I/O points on the machine? Until now, you were adding more network or fieldbus nodes and maintaining them. With I/O hubs powered by IO-link on that same M12 4-wire cable, now each network node can host up to 480 I/O points if you use 16 port IO-Link masters. Typically most of our customers use 8-port IO-Link masters and they have the capacity to build up to 240 configurable I/O on a single network drop. Each port on the I/O hub hosts two channels of I/O points with each channel configurable as input or output, as normally open or normally closed. Additionally, you can get diagnostics down to each port about over-current or short-circuit. And the good thing is, each I/O hub can be about 20m away.
How many I/O points are you hosting today on a single network drop? The typical answer is 16 I/O points. What happens when you need one additional I/O point or the end-user demands 20% additional I/O points on the machine? Until now, you were adding more network or fieldbus nodes and maintaining them. With I/O hubs powered by IO-link on that same M12 4-wire cable, now each network node can host up to 480 I/O points if you use 16 port IO-Link masters. Typically most of our customers use 8-port IO-Link masters and they have the capacity to build up to 240 configurable I/O on a single network drop. Each port on the I/O hub hosts two channels of I/O points with each channel configurable as input or output, as normally open or normally closed. Additionally, you can get diagnostics down to each port about over-current or short-circuit. And the good thing is, each I/O hub can be about 20m away.
In a nutshell, IO-Link can be used for more than just simplifying sensor integration and can help significantly reduce your costs for building flexible resilient controls architectures. Still don’t believe it? Contact us and we can work through your particular architecture to see if IO-Link offers a viable option for you on your next project.
 CMA/Flodyne/Hydradyne is an authorized Balluff distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
CMA/Flodyne/Hydradyne is an authorized Balluff distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.





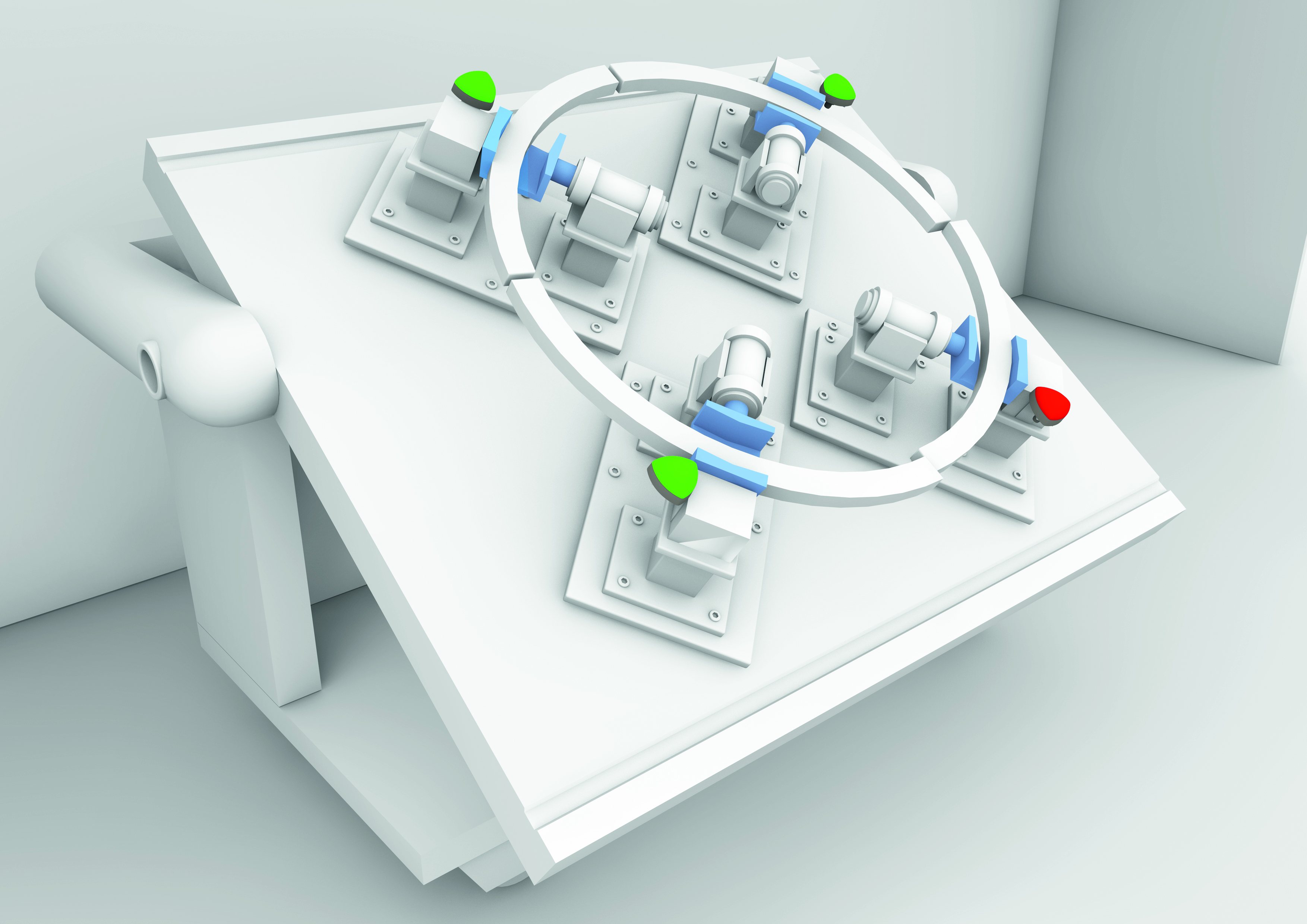 A manually-fed weld-cell with smart indicators is capable of not only signaling that the part is loaded correctly, but also if the part is out of alignment (shown by the red indicator) or that there is something wrong with one of the automation components such as a stuck pneumatic clamp.
A manually-fed weld-cell with smart indicators is capable of not only signaling that the part is loaded correctly, but also if the part is out of alignment (shown by the red indicator) or that there is something wrong with one of the automation components such as a stuck pneumatic clamp. A traditional kitting station, sometimes referred to as a supermarket, with smart indicators to guide operators to the intended part to pull.
A traditional kitting station, sometimes referred to as a supermarket, with smart indicators to guide operators to the intended part to pull.


















{kind=link}