Hydraulics just got a modern user interface: Easy2Connect App
Bosch Rexroth’s Bluetooth-enabled valve solution brings commissioning, tuning, and diagnostics to your iPhone or iPad through the new Easy2Connect app, now live in the US Apple App Store. What used to require a laptop, a cable, and a pile of guesswork is now a quick pairing and a clear dashboard.
Here’s how it works: add the compact Bluetooth dongle (R901505294, VT-ZBT-1-1X) to your valve, open Easy2Connect, and you’re in. You can see configuration at a glance, adjust dynamics with guided steps, and capture error messages in seconds. Whether you’re bringing a line online or chasing down a stubborn issue, you get actionable data where it matters—right at the machine.
It’s time to pair up your valves and get commissioning down to a science.
If you’re running valves like 4WRAE6-3X, DBETA-7X, DBETE-7X, 3DREA6, or Z3DREA6, (Data Sheets Link) this is a simple upgrade that makes a noticeable difference.
Many users already have the valves on-site; adding the Bluetooth “black box” unlocks the digital layer that speeds commissioning, lifts productivity, and maximizes availability. And because it’s retrofit-friendly, you can standardize the experience across mixed fleets without a major overhaul.
The launch starts with iOS in the US, with Android submission to the Google Play Store coming next. Europe and China will continue to run their regional app versions. If you’ve been waiting for the US release, your wait is over, download Easy2Connect, order the dongle if you don’t already have it, and turn your hydraulics into a connected, intuitive system.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Data centres are the beating heart of our digital world. Keeping them running efficiently and safely is a monumental task. As the need for processing power and data storage increases, the complexity of power distribution systems also grows.
Traditional, cable-heavy solutions are becoming cumbersome, inflexible, and a potential point of failure. This is where modern busbar systems, specifically Rittal’s RiLineX, are revolutionising the game.
But what exactly is this system, and why should data centre operators be paying attention?
What is the Rittal RiLineX Busbar System?
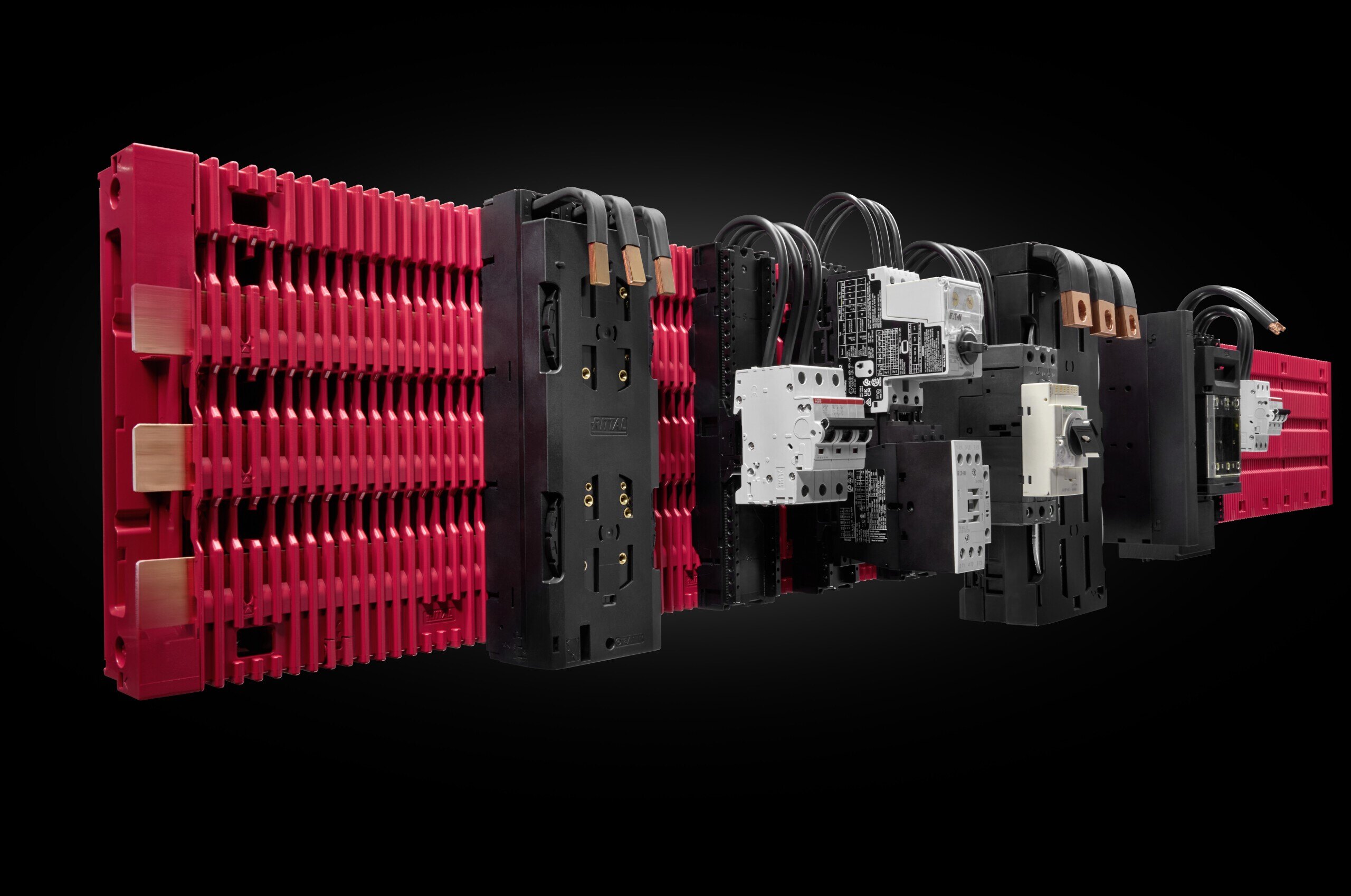
Think of the RiLineX system as a modular power “highway” for your data centre racks. Gone are the days of running multiple bulky cables from the PDU to each server. The RiLineX system uses a compact touch-safe busbar.
This busbar provides a centralised and standardised track for power. You can easily and safely “plug” connection adapters and circuit breakers onto the busbar wherever you need power. This simple plug-and-play method replaces the messy “spaghetti” of old wiring. We offer a safe, flexible, and easy-to-use option.
Key Benefits of RiLineX in Data Centres
1. Enhanced Safety
Safety is paramount in any high-voltage environment. The RiLineX busbar is fully encapsulated and touch-safe (IP2XB). This safety feature dramatically reduces the risk of accidental contact and electrical shock.
This design minimises the potential for human error during installation or maintenance, creating a safer working environment for technicians. Standardised connections provide secure, reliable contacts and reduce the risk of faults from loose terminations. This is also easily upgradable to IP3X should the end client require it.
2. Superior Flexibility and Scalability
Data centres are not static; they are constantly evolving. The biggest advantage of the RiLineX system is its incredible modularity. Whether you’re adding a new server rack or reconfiguring an existing one, the process is straightforward.
Instead of lengthy recabling, simply add a new connection adapter to the busbar in minutes. This “pay-as-you-grow” model allows for seamless scalability. RiLineX helps to ensure your power infrastructure can keep up with your operational demands, without downtime or costly overhauls.
3. Space Optimisation
In a data centre, every square inch of rack space is valuable real estate. Traditional cabling occupies valuable space that would be better used for IT equipment.
The RiLineX system is exceptionally compact. It runs vertically in the rack, occupying minimal space and leaving more room for servers, storage, and networking gear. This efficient use of space helps maximise the density and profitability of the data centre.
4. Faster Installation and Maintenance
Time is money, especially in a data centre where downtime can have catastrophic financial consequences. The plug-and-play nature of the RiLineX system makes installation a breeze. The components mount without tools, reducing setup time and labour.
This speed and simplicity also extend to maintenance. Swapping out a faulty component or adding a new circuit is a quick and straightforward task. Having minimising mean time to repair (MTTR) helps with keeping your critical systems online.
The Smart Choice for Modern Power Distribution
As data centres become more powerful and dense, the limitations of traditional cabling methods become increasingly apparent. Rittal’s RiLineX busbar system offers a compelling solution that directly addresses the core challenges of safety, scalability, and efficiency.
RiLineX offers a safer, more flexible, and space-efficient power distribution system. By enabling data centre managers to build future-ready infrastructures, RiLineX becomes more than just a cabling alternative. Embrace our new busbar system as a strategic investment for your data centre.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
As panel shops move from traditional cabling to busbar, they are faced with an important decision: manual busbar modification or automated busbar modification?
Panel shops that choose automated busbar modification are faced with an additional decision: outsourced or in-house?
Automated busbar modification is faster, less error-prone, more precise, less wasteful, and offers a variety of other benefits.
Rittal Automation Systems machinery for busbar modification is helping panel shops to bring automated modification in-house so they can reap these benefits.
The move away from traditional cabling and toward busbar continues, and many panel shops I’ve talked to lately are facing challenges with keeping up with demand. Their customers increasingly want copper busbar, and it’s no surprise. For high-amperage systems, such as those above 1000A, they can’t use cables because they’ll melt. Copper is a great conductor of electricity that handles heat well and helps suppliers in fields like energy & power meet safety standards like UL 891.
Rittal is helping panel shops all over the U.S. make the transition to busbar and capitalize on this demand. From mom-and-pop shops to huge operations, I work with Rittal customers to provide a range of busbar solutions. Sometimes this involves completing busbar modification jobs for customers at the Rittal Application Center (RAC) in Houston, Texas. Lately, though, I’ve had several customers invest in automated busbar modification machinery of their own. Here’s why.
Manual vs. automated busbar modification options
The panel shops I work with are usually producing modified busbar in one of two ways: they are manually modifying it themselves using hand tools or they are outsourcing modification to a facility like the RAC.
Shops are incentivized to move from manual modification to automated modification when they realize that automated modification is:
Faster: What might take an operator 15 minutes takes machinery 30 seconds.
Less error-prone: Humans make mistakes, but mistakes with busbar are expensive because the price of copper is very high.
More precise: Machinery can more easily achieve the strict tolerances required for busbar modification.
Less wasteful: Because they are more precise and make fewer mistakes, machines produce less scrap — again important due to the high price of copper.
Less reliant on individual operators’ expertise: Manual modification means shops come to depend on specific operators, and operator departures can create problematic knowledge gaps. In a world where shops are competing for skilled labor, automation can help create a centralized knowledge base.
Automated modification is the obvious winner, but outsourcing busbar modification has its pros and cons. The RAC does a fantastic job producing custom modified busbar in as little as a few days, and Rittal provides a turnkey solution that allows customers to buy cabinets and busbar together. There are cases, however, where it is more cost-efficient for growing panel shops or those with very large orders to invest in in-house automation equipment. Plus, with their own machines, shops are able to better control busbar modification lead times — a big pro for many of the shops I work with.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Author: Sebastian Unsleber, Senior Manager Product Management System Assembly, Bosch Rexroth AG
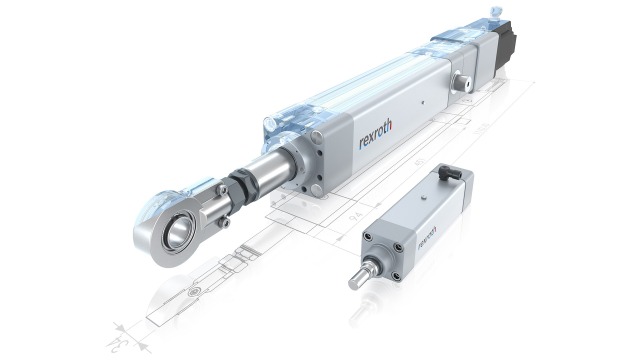
It is hard to imagine production without electromechanical cylinders (EMCs). They position, swivel, lift, press, join, punch, crimp and rivet things. And they do all of this in a particular energy efficient manner as they convert the motor torque directly into movement.
1. A tool for electrification and standardization
Less complex solutions mean lower overall costs. With this in mind, electromechanical cylinders EMC make a significant contribution towards standardization and electrification. Thanks to continuous further developments, the fields of application now include pneumatic and fluid-driven solutions. The cylinders come in ten different sizes from 32 to 160 and can be used in a range of areas from semiconductor production and fast-moving consumer goods (FMCG) to battery manufacturing applications.
2. Better performance in each power class
Regardless of how the actuator is used: Power and economy must be right. As the key to efficiency, all standard EMCs have a ball screw assembly in the selected force range from 0.1 to 30 kN. Designed for heavy-duty applications, the “high power” EMC-HP variant uses Bosch Rexroth’s proven PLSA planetary screw assembly, which allows high continuous performance with speeds of up to 0.83 m/s and forces of up to 100 kN, even in harsh environmental conditions.
3. Long service life without relubrication
Maintenance means downtimes and these need to be avoided. The standard EMCs are therefore fitted with a ball circulation screw which ensures long lubrication intervals even with high load capacities. Standard EMCs achieve up to 200 million revolutions with the basic factory lubrication. The balls in the screw drive cover a distance of around 12,800 kilometers on the screw – roughly the same distance as Germany to Hawaii.
And it gets better: With the “Lubricated For Life” option, the nominal service life is increased to up to 15,000 kilometers. If relubrication is included, this equates to a distance of over 50,000 kilometers. This means optimum conditions for minimizing not only operating costs but also damage to the environment. After all, the longer the lubrication interval, the more resources the solution saves.
4. An individual actuator in just a few minutes
If all variants are added up, the product portfolio for Linear Technology includes around 3,000 cylinder configurations. Thanks to the intuitively designed EMC Selector, selecting the right product from the huge range on offer is very easy and engineering projects that used to take hours now take just a few minutes.
With the help of the EMC Selector, the complete process can be shown on a single HTML page: From selection to ordering including design and functionality. As soon as the first few details are entered, the selector recommends suitable products that are updated on an ongoing basis. If one of them is clicked on, the technical specifications and a configuration overview are shown immediately. A real-time result visualizes the current project status along with a live 3D model using the real CAD data.
5. Smart subsystems for automation
Time is money. Because this also applies when preparing for production, EMCs that are configured and supplied together with a motor parameterize themselves automatically. The data for the drive controller which are stored for this purpose in the motor data memory are loaded immediately after connection.
Conclusion: The right solution for all requirements
Due to their simplistic design, electromechanical cylinders have a lot to offer the Factory of the Future. They allow greater standardization, finely regulated processes and, last but not least, energy-efficient, resource-saving operation.
New digital engineering tools and convenient selectors make selection even easier, while ongoing improvements to the service life reduce the overall costs. Intelligent subsystems based on EMC point the way towards the factory of the future and further strengthen the advantages for automation.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
The electric vehicle (EV) revolution gains more momentum every day, driving change to automotive manufacturing in unprecedented ways. With rapidly growing demand comes the need to rapidly scale assembly operations — and that can create significant challenges.
Vehicle manufacturers constantly seek new, more productive automation technologies to boost their quality and productivity. Along with many common assembly workflows, they face new challenges associated with scaling up battery pack and e-axle production. They need automation solutions to help integrate electric battery and powertrain production seamlessly into overall assembly processes.
Bosch Rexroth has an industry-leading portfolio of automation technology to satisfy these needs, with decades of experience providing manufacturing and automation solutions to leading automotive OEMs, as well as Tier 1 and Tier 2 suppliers.
Broad range of assembly challenges
Electric vehicles have replaced engines, gas tanks and transmissions with electric motors, regenerative braking technology and advanced battery packs. Assembling these new components presents unique challenges; at the same time, there are assembly processes common to both EV and internal combustion (IC) vehicle assembly lines.
For example, EVs have body parts that are welded using high-speed six-axis robots with advanced welding controls. Extremely precise control of weld quality is critical to the long-term performance of the vehicle; poor welds can lead to separation and vibration in body parts over time.
To solve these complex welding challenges with maximum speed and absolute quality control, Bosch Rexroth has introduced the PRC7000 welding controller platform.
The PRC7000 expands the number of heat blocks available, so plant operations can customize welding to specific throughput and material characteristics — a major advantage over older-generation systems. Also, it can store up to 10,000 welding programs that can be easily built via a drag-and-drop interface to incorporate more sophisticated welding sequences.
Improving manual assembly
Even though EV plants are highly automated, they also use the latest manual assembly methods to install a wide range of components and systems. Assemblers install headlights, windshields, retractable sunroofs, seats and door and window controls, often also connecting them to the vehicle’s control module. Exact precision in this process is critical to deliver vehicles that operate as flawlessly as possible.
Bosch Rexroth offers an advanced portfolio of intelligent tightening tools to provide the productivity and quality control needed for these manual processes. They provide the precise, repeatable performance crucial to high-volume assembly lines. The portfolio includes the EXACT ION series of cordless screwdrivers, offering industry-leading accuracy, durability and energy efficiency, as well as ergonomic design and lower weight to enhance worker comfort.
Wider use of these kinds of i4.0-ready tools helps assembly lines increase throughput and operate with greater flexibility as different vehicle models move through the line, while at the same time generating critical data that plant operators can use to improve training, adjust workflows and apply lean manufacturing principles.
Multiple technologies to boost battery pack production
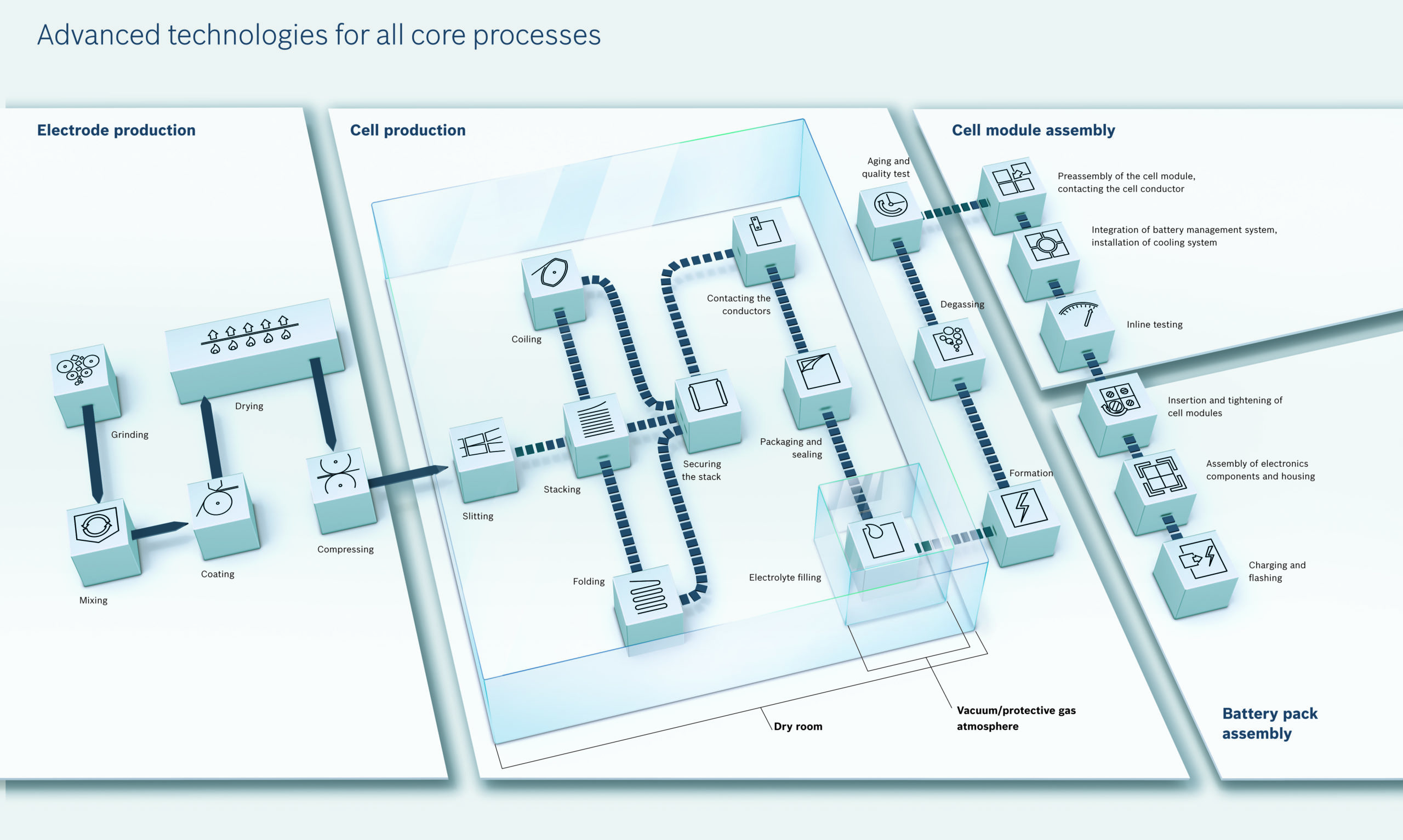
There are four major steps in battery pack production common to most operations: electrode production, cell assembly, module assembly and pack construction, which also typically includes end-of-line battery testing.
Each stage uses a complex array of automation technologies to go from raw materials to completed packs. Given the critical role of the battery in the long-term performance and value of EVs, battery production requires high throughput rates combined with extremely tight assembly tolerances and quality control systems.
In electrode production, raw materials move through multiple automated processing steps. Maximizing control over these processes requires technologies that ensure cells are created with desired electrochemical properties, lifecycle and energy density.
Bosch Rexroth’s ctrlX AUTOMATION platform features advanced controller and drive systems designed precisely for these high-throughput production processes. The ctrlX CORE controller provides advanced closed-loop sag and loop control to eliminate breakage and minimize waste. It also supports high-speed multi-axis synchronization for web speed and position alignment.
In cell production, individual batteries — cylindrical, pouch or other format — are combined into cells. Many manufacturers are working to optimize the stacking process in this step because streamlining stacking can improve the throughput of the entire line.
High-speed robotic handling systems, either delta robots or linear robots, are essential tools in this stacking process. The Smart Function Kit for Handling is a highly efficient linear robot option well-suited to this process step. It is truly plug-and-produce: modern online tools support quick and intuitive component selection and configuration, and the pre-installed software allows for easier commissioning, supporting faster production start and helping speed to market.
Modular movement and transport solutions
Going from raw materials to a tested and installed battery pack presents a major automation transport challenge. With each assembly step, weight and component size increases, so a range of material transport conveyors and other systems is necessary.
From transfer systems for rapidly moving products weighing a few grams to linear motor-driven systems that can precisely transport up to over 400 kg, state-of-the-art conveyors and linear motor transport systems maximize efficient use of factory floor space and enable smoothly flowing, intelligently connected production.
VarioFlow plus plastic chain conveyors are proven systems that rapidly move cell assemblies horizontally, vertically, around obstacles or integrated with other process flows. These also support workpiece pallets to convey cell components where positioning or higher stopping precision is needed.
Further down the line, Bosch Rexroth offers the linear motor-based Flexible Transport System (FTS). It supports pallet-based transport and allows for individual carrier control for more complex movement at faster throughput rates. Combined with our intralogistics autonomous mobile robots (AMRs), Bosch Rexroth is uniquely equipped to address virtually every battery production transport challenge.
Successful assembly lines design conveyor and material transport solutions early in the development process, not as a final step once all the production machines and cells have been defined. This helps ensure productive movement of products and materials through every process step and prevents building in non-value-added transport time. Bosch Rexroth has deep experience helping select and connect different transport systems so the right material flow is established — and can be easily modified as production requirements evolve.
Automation insight to improve EV assembly productivity
As EV manufacturers are under pressure to expand production, they run risks by simply throwing technology at their throughput challenges, rather than considering how well their technology and component choices work together. All this assembly technology should be engineered and harmonized to maximize throughput without sacrificing the quality of the end product.
Bosch Rexroth can leverage its industry-leading automation portfolio and deep automotive manufacturing expertise to help prevent this risk. We have productive partnerships with leading factory automation specialists. They work with our experienced automation technology experts, following a unique, concurrent engineering approach.
Using this approach, we partner to conduct system design, programming and component acquisition and integration in tight, overlapping time frames to deploy complete automation solutions more rapidly.
Our solutions encompass virtually every major step in EV manufacturing, with specialized expertise in EV battery pack production. Our concurrent engineering methodology succeeds because we back it, and all our complete automation solutions, with global engineering, service and technical support resources.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Whether in relation to components, machinery or complete production processes, these days digital twins play an important role in product lifecycles. As digital replicas of products or processes, they depict their properties, status and behavior and hence connect the real world with a virtual one. As such, they ensure reliable processes throughout the development stage, commissioning and operations and can be used for optimization purposes and to improve quality and increase efficiency. The potential that digital twins possess can also be leveraged for ctrlX AUTOMATION.
Digital twins usually depict various different aspects, e.g. they often combine simulation models with data. Firstly, they can be used to provide a virtual mock-up of products, machinery or plants for simulation purposes. Secondly, they can be used to clearly visualize real-life procedures and processes and hence better understand them as well as test and optimize them virtually and automatically – without having to intervene in reality.
Digital twins can not only improve development and production processes thanks to prognoses but can also improve understanding, contribute to transparency and enhance the performance of the real-life operations of systems or plants. Digital twins make product development simpler, more reliable and more efficient. In addition to the optimization of product features by means of simulation processes, the interplay between hardware and software can, for example, also be tested virtually early on and any errors can be identified and rectified prior to commissioning with zero risks involved. Engineering or production processes can therefore be made more efficient – benefiting not only component and machine manufacturers but end users too.
The so-called asset administration shell (AAS) is becoming the standard for the implementation of digital twins in Industry 4.0 systems and has been standardized in IEC63278. Accordingly, each I4.0 component is represented by an AAS, which forms an information shell for an asset or a hierarchy of assets. It describes all contained sub-models, which depict aspects such as sensor data or positioning mode, as well as available functions. In production, the AAS is used to ensure interoperability and IT security in manufacturing and IT systems by means of a set of standardized interfaces, such as OPC UA, TSN, DetNet, REST, JSON and XML, etc. Bosch Rexroth also aligns itself with this industry standard for the implementation of digital twins, thus continuing the pursuit of its strategy of openness.
Replicating and testing Bosch Rexroth products virtually
ctrlX AUTOMATION provides users with various different ways of using digital twins. Firstly, all sorts of different virtual replicas of Bosch Rexroth’s automation products can be created. Secondly, corresponding partner apps from the ctrlX World can be used for various digital twin applications.
One or more virtual controls can be created on a PC with the software and engineering toolbox ctrlX WORKS and operated via a web-based interface. ctrlX COREvirtual is the virtual version of the real-life control and is based on identical software. The virtual replica can be used to conduct tests and carry out commissioning without any control hardware – with full functionality. The simulation model is, for example, used to test PLC and motion programs. It is also used for communications tests between a control and the I/O level of a system.
Digital twins can also be used to virtually commission, parameterize and optimize products from Bosch Rexroth’s drive and motor range, including as part of considerations concerning mechatronic systems or complete machines. This also applies for the most compact drive system on the market, ctrlX DRIVE. Drive models are available to users for different application scenarios and various simulation systems available on the market, for example for MATLAB/Simulink, Modelica-based systems and ISG Virtuos.
Scalable simulation solutions for different use cases
In addition to the digital twins of ctrlX AUTOMATION products, the openness and expandability of the system offer a wealth of further possibilities. As such, IoT functionalities can, for example, be implemented for acquiring data and thus for generating digital twins of complete production processes. Users can use Bosch Rexroth’s IoT apps or those of partners from the ctrlX World for this. They can even develop their own apps with the Software Development Kit.
Bosch Rexroth offers scalable simulation solutions to suit any requirements through which simulations can be carried out for peripherals, kinematics, dynamics and physics in various topologies. The solutions thus enable an extremely broad range of applications, from kinematic simulation with 3D geometries right through to the connection of high-level simulation systems.
Digital twins are much more than visual reproductions of reality and accompany products as digital shadows all the way through to operations and service. Digital twins are, for example, ideal in mechanical and plant engineering for the real-time monitoring and predictive maintenance of machinery and plants. Digital information can be seamlessly orchestrated in real time.
The possible applications are therefore practically endless. Bosch Rexroth customers therefore have numerous options for easily optimizing processes, improving the quality of their products and achieving safety through transparency – right from the development stage all the way through to ongoing operations.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Six practical steps to greater productivity for manufacturers.
Bosch Rexroth
Finding ways to increase productivity has always been an important part of manufacturing. But against the current backdrop of demand volatility, inflation, a shortage of skilled workers and the requirement for smaller batch sizes, increasing productivity is now essential to a business’s competitiveness. Discover our six practical steps to greater productivity and find out about a new initiative that’s helping to boost productivity in factories.
Connecting machines by building an edge platform
Edge devices are important in the factory of the future because the connection of machines to the internet or the cloud dramatically increases the range of functions and the performance of machines.
The solution: An edge device can take over the activities around the machine. It receives orders from the MES, for example, and controls the machine via an integrated PLC, or it can be linked to the existing control system. By linking the MES and ERP system, edge devices can also enable the commissioning of maintenance and procurement of spare parts.
The result: Productivity is increased by 10 percent. Because edge devices enable data to be captured and processed closer to the source, rather than sending it to servers, the data can be gathered and analyzed on the factory floor in real time. This has enormous benefits in terms of predictive maintenance, improving product quality and increasing throughput.
Implementing a digital twin
A digital twin is a virtual model designed to accurately reflect a physical object. There are various types, and the biggest difference between these is in the area of application. This ranges from a basic component to assets to a complete system or unit. Process twins reveal how systems work together to create an entire production facility.
The solution: Our digital twin solution is a virtual representation or model of physical assets in a real factory. We use harmonized and standardized information models and interfaces (APIs) to create an interoperable environment of interconnected components. It provides a solution set to model and execute production processes. In Industry 4.0 systems, each I4.0 component is represented by a standardized AAS (asset administration shell), which forms an information shell for an asset or hierarchy of assets. So, our digital twin solution offers a ready-to-use implementation of a smart manufacturing platform based on AASs. Once installed, it provides complete transparency and shows how the different components in a production process work together. This enables you to validate concepts and test processes and procedures before implementing them – resulting in fast adoption and integration of applications.
The result: Our digital twin solution makes the integration and commissioning process at least 35 percent faster. Complex simulation, analysis and monitoring of systems can be carried out in real time, and problems can be detected and dealt with before they occur. New products and processes can be tested and perfected virtually first, saving time and effort.
Resource optimization through targeted energy management
Energy management plays a major role for companies that want to save money. However, it’s important to get reliable, tangible data from the process when making decisions about reducing energy usage.
The solution: One option is to implement an electrical energy management system, which gives you transparency in your energy consumption and enables you to avoid peak loads, shut down plant components or put devices into sleep mode. Reactive power has an additional cost, because unusable reactive power that exceeds the threshold is often charged to the manufacturing company.
The result: Up to a 20 percent reduction in electrical energy costs can be achieved from using our solutions. There are also environmental benefits from the associated reduction in CO₂ emissions. By implementing management systems that help you monitor and reduce energy usage across these areas, considerable cost saving can be made.
Detecting and evaluating faults in processes and plants
Downtime, particularly unplanned downtime, can result in huge revenue losses and disappointed customers, not to mention the inconvenience and man-hours required to fix the problem.
The solution: By connecting and monitoring your machinery in real-time and having the data in a format that’s clear and transparent, production processes can be continually improved, and technical errors can be diagnosed and resolved before they lead to a breakdown. Our ActiveCockpit provides real-time information and enables the exchange of information between people, machines and the production process on the shop floor.
The result: This leads to an improvement in the overall equipment effectiveness (OEE) – in some cases of at least 8 percent. By identifying technical errors and malfunctions before they happen, you can minimize downtime and disruption, while also improving the quality of your products and service.
Automatic order confirmation and recording of delivered components
Global networks are steadily replacing self-contained value chains, as manufacturers try to maximize efficiency throughout the entire production and distribution process by means of seamless data transparency.
The solution: RFID technology enables logistics processes to be sped-up and recording processes to be automated. The state of the art option is a camera-based system that automatically captures the DMC, QR code or barcode, so no scanners are needed. The image is then processed and digitally recorded.
The result: These solutions reduce manual work steps by up to 25 percent, saving time in production and logistics. The process becomes more transparent, with parts being tracked and processes confirmed as they happen. Data and malfunctions can be visualized, even on mobile devices. Supply chain management can be expanded, for example, to include traceability of components, material availability and inventory transparency.
Controlled supply, mixing and process monitoring of liquids
Whether you’re mixing gases or liquids, eliminating irregularities and reducing manual effort are essential to more effective and cost-efficient production.
The solution: Productivity can be maximized with an inline measuring method that determines the volume flow, and a system for measuring the current mixing ratio. Actuators and a smart control unit can be implemented. We provide software solutions and can also install a user interface, so you can view and monitor information.
The result: We’ve found that costs can be cut by up to 12 percent by reducing manual effort and saving resources with these solutions. Manual work steps are reduced and the re-ordering process can be automated. The process becomes more reliable, while more efficient use of raw materials and less waste means lower recycling costs and greater sustainability.
The Productivity Boosters
We’re working on an initiative to help boost customers’ productivity. We spoke to Juliane Hess, a member of The Productivity Boosters team, to find out about this European initiative.
Can you tell us about this initiative?
Our Productivity Boosters initiative is a brownfield, shop floor-oriented approach, which addresses the pain points of our manufacturing customers. We combine our smart products with add-ons, services, and, where suitable, partnering. It’s scalable and can be tailored to the customer’s individual needs, type of production and conditions – for example, their existing IT infrastructure.
By bundling our manufacturing and digitalization expertise – on the shop floor and the edge – along with our experienced production and IT specialists, we can harness our customers’ full productivity potential and improve their production figures. It’s this added value approach that makes our offering stand out.
What made you decide to set up this initiative?
Industrial Internet of Things (IIoT) platforms are beginning to replace MES functions and related applications, including production, maintenance, quality, and inventory management, which are a mix of information technology (IT) and operational technology (OT).
Process-oriented digitalization with the right data is essential in today’s factories because digital technology can collect data, identify trends and help make better business decisions. A lot of the data and information that’s collected still isn’t used productively. Professionals who are skilled in control engineering and OT-IT – two areas where there’s currently a shortage of experts – are needed. This is what the Productivity Boosters provide.
What type of business is it suitable for?
Manufacturing companies with heterogeneous production equipment and IT infrastructure or systems, that want to improve productivity and reduce costs.
We’ve already put this method into practice in several projects in Europe. Despite them being across diverse industry sectors, we see clear parallels in the solutions they need, but with different parameters and data. So, we scale the solution according to the customer.
What are the most important findings from your work?
Manufacturers want solutions to solve their production problems. So, increasingly, they’re looking for experienced manufacturing technology partners for the long-term. They want solutions rather than individual components.
We’ve also found that customers go to OEMs and integrators with their requirements for solutions and products. We’re feeding back these requirements to our development departments to improve our products.
Are you working on any partner projects in this area?
We’re working with SAP on a plug and play solution to implement intelligent device onboarding. This will enable machines to be more easily connected to IT via an edge device and interfaced with the IoT maintenance services of SAP. This solution will give customers the health score of a product, energy optimization, predictive maintenance and OEE improvement.
What advice would you give to SMEs that want to improve their productivity, but don’t have big budgets?
Our customers are end customers and SME’s driven by their economic environment that want to make use of new technologies, but without heavy and binding investment. Even the smallest improvements can make all the difference. Together with our customers, we use our analysis to define the main measures to work on – the ones that will bring about the most improvement in productivity.
That’s why we also provide small and cost-effective solutions that suit the prerequisites of the customer. Sometimes it’s advantageous to start small and still think big.
Juliane Hess
If you’d like to know more about our solutions that boost productivity, visit your local Bosch Rexroth site or speak to your local Bosch Rexroth support team.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Both M18s and flatpacks are inductive or proximity sensors that are widely used in mechanical engineering and industrial automation applications. Generally, they are similar in that they produce an electromagnetic field that reacts to a metal target when it approaches the sensor head. And the coil in both sensors is roughly the same size, so they have the same sensing range – between 5 to 8 millimeters. They also both work well in harsh environments, such as welding.
There are, however, some specific differences between the M18 and flatpack sensors that are worth consideration when setting up production.
M18
One benefit of the M18 sensor is that it’s adjustable. It has threads around it that allow you to adjust it up or down one millimeter every time you turn it 360 degrees. The M18 can take up a lot of space in a fixture, however. It has a standard length of around two inches long and, when you add a connector, it can be a problem when space is an issue.
Flatpack
A flatpack, on the other hand, has a more compact style and format while offering the same sensing range. The mounting of the flatpack provides a fixed distance so it offers less adjustability of the M18, but its small size delivers flexibility in installation and allows use in much tighter fixes and positions.
The flatpack also comes with a ceramic face and a welding cable, especially suited for harsh and demanding applications. You can also get it with a special glass composite protective face, a stainless-steel face, or a steel face with special coatings on it.
Each housing has its place, based on your detection application, of course. But having them both in your portfolio can expand your ability to solve your applications with sensor specificity.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
A smart factory is one of the essential components in Industry 4.0. Data visibility is a critical component to ultimately achieve real-time production visualization within a smart factory. With the advent of IIoT and big-data technologies, manufacturers are finally gaining the same real-time visibility into their enterprise performance that corporate functions like finance and sales have enjoyed for years.
The ultimate feature-rich smart factory can be defined as a flexible system that self-optimizes its performance over a network and self-adapts to learn and react to new conditions in real-time. This seems like a farfetched goal, but we already have the technology and knowhow from advances developed in different fields of computer science such as machine learning and artificial intelligence. These technologies are already successfully being used in other industries like self-driving cars or cryptocurrencies.
Fig: Smart factory characteristics (Source: Deloitte University Press)
Until recently, the implementation or even the idea of a smart factory was elusive due to the prohibitive costs of computing and storage. Today, advancements in the fields of machine learning and AI and easy accessibility to cloud solutions for analytics, such as IBM Watson or similar companies, has made getting started in this field relatively easy.
One of the significant contributors in smart factory data visualization has been the growing number of IO-Link sensors in the market. These sensors not only produce the standard sensor data but also provide a wealth of diagnostic data and monitoring while being sold at a similar price point as non-IO-Link sensors. The data produced can be fed into these smart factory systems for condition monitoring and preventive maintenance. As they begin to produce self-monitoring data, they become the lifeblood of the smart factory.
Components
The tools that have been used in the IT industry for decades for visualizing and monitoring server load and performance can be easily integrated into the existing plant floor to get seamless data visibility and dashboards. There are two significant components of this system: Edge gateway and Applications.
Fig: An IIoT system
Edge Gateway
The edge gateway is the middleware that connects the operation technology and Information technology. It can be a piece of software or hardware and software solutions that act as a universal protocol translator.
As shown in the figure, the edge gateway can be as simple as something that dumps the data in a database or connects to cloud providers for analytics or third-party solutions.
Applications
One of the most popular stacks is Influxdb to store the data, Telegraf as the collector, and Grafana as a frontend dashboard.
These tools are open source and give customers the opportunity to dive into the IIoT and get data visibility without prohibitive costs. These can be easily deployed into a small local PC in the network with minimal investment.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
This article provides a guide for factory owners and IT managers about the principles of lean manufacturing and the criteria to apply, in order to constantly work at optimizing factory outputs, and source the most cost-effective technology while reducing waste at the same time.
This article covers:
‘No islands of automation’ is now ‘no island without a cloud’
What are the main types of benefits offered by technology suppliers?
Using Lean Manufacturing as a technology filter
How can Industry 4.0 concepts help with Lean Manufacturing?
Many factory owners and manufacturers are faced with the challenge of transforming their factories from Industry 2.0 to Industry 4.0 smart factories in order to optimize operational efficiency and automation and to stay ahead in the competitive manufacturing space. Certain customers may require additional customization of products and faster output times, which factories also have to take into account. A large part of optimization involves leveraging and implementing new technology such as IoT architecture and Industry 4.0 systems while reducing waste. Implementing new technology in a factory can be quite an undertaking, and it is advisable for factory owners and manufacturers to avoid costly technology investments which yield no net benefit to the factory at hand.
‘No islands of automation’ is now ‘no island without a cloud’
During the previous decade, many factory owners moved to automation due to the benefits and gains such as higher accuracy, higher productivity, job scheduling ability and availability that increased mechanization offered. They often heard the phrase and the principle of “no islands of automation” that meant they were to avoid automated sub-systems that were not integrated into the overall factory processes and automation and thus provided no benefit to the larger systems in the factory. The aim was to have complete, integrated production and assembly lines that manufactured products seamlessly and without lag time. Automation in and of itself had a significant effect on the factory floor and factory owners experienced an increase in productivity and a decrease in downtime and lag time.
Now those same factory owners are hearing, “no island without a cloud”, since there is a push from IoT companies to promote cloud-based connectivity and solutions and store all the data the factory at hand is generating, in the cloud. The industrial sector is approaching standard cloud-based solutions with caution since there are concerns about the security of data, cost, bandwidth and latency. Even though the cloud does confer benefits to the Manufacturing Execution System (MES). Newer, emerging approaches are looking at using open standards such as OPC UA to control any machine in real-time and implementing machine to machine communication to reduce data storage requirements. The data is then collected and sent to a fog computer or processed at the edge closer to where the machines actually are located, to reduce the concerns with the standard cloud options such as cost and security.
What are the main types of benefits offered by technology suppliers?
Some of the key functionality related to Industry 4.0 technology that suppliers can provide and factory owners should take into consideration are:
1) Data-Driven Plant Performance Optimization
Data-driven plant performance optimization refers to collecting and using data generated by the factory machinery, sensors, HMIs, PLCs, staff and SCADA systems in order to enhance plant operations and processes. The data cycle for plant optimization involves recording and monitoring data, uploading data, analysis of the uploaded data and the reporting of this data using IoT gateways and IoT architecture in the Industry 4.0 context. This optimization should strive to maintain Overall Equipment Effectiveness (OEE), which is a measure of how effective the plant and its industrial equipment are. A process that receives a 100% OEE score means that it has a high-quality output that is as efficient as possible with no machine downtime.
2) Data-Driven Inventory Optimization
Data-Driven Inventory Optimization refers to the process of using real-time data to manage inventory. For example, consider a construction industry scenario where units of supply are labelled with RFID tags and an IoT system can count them. As soon as the supply units drop below a certain level, the sensors trigger an alarm and more supply units are purchased. Consequently, downtime is avoided and the project is more likely to be completed in the scheduled time frame.
3) Data-Driven Quality Control
Due to the ability of IoT systems to collect and manage big data, the IT provider should provide software that is able to develop quality-control models and profiles based on the data. Therefore, each product can be compared in real-time to these profiles (which were based on thousands or hundreds of thousands of data samples) and either rejected or accepted.
4) A Machine as a Service Business Model
This model allows factory owners to turn their machines into stand-alone income generating streams, in addition to the revenue the machine generates from being part of the internal factory processes and production line. So in this model, a specific machine in the factory can be outsourced to a customer or another company that needs it for a set amount of time, and this customer can, through the IoT platform, receive real-time data about the products or services for which they are using that particular machine. A technology supplier should be able to provide HMIs or other systems that enable this multifunctionality. So the factory should be able to receive data about the internal processes the machine is part of and the company hiring the machine should also be able to receive data about the machine and its outputs relevant to their needs.
5) Human Data Interface
The Human Data Interface refers to the platform used for humans to engage with the data, this could be via calls to a database, an HMI, or even a smartphone. The technology provider at hand should provide an interface that allows personnel to engage with the data and draw insights from it.
6) Predictive Maintenance
Predictive maintenance refers to the use of data generated by a certain machine, in order to predict the chances of failure of that specific machine before the actual failure takes place. The maintenance of the machine then takes place proactively rather than reactively. This reduces downtime significantly.
7) Remote Service
Remote service refers to the ability to remotely monitor or repair machinery. This allows repair and maintenance to take place from anywhere and saves the factory owner the cost of transporting machinery to a repair site to be fixed.
8) Virtual Training and Validation
Virtual training refers to training that is provided in a virtual capacity through the use of AI glasses. So, personnel can access this training and learn more about the factory processes in an online environment. Validation refers to the ability of the IoT system to check that the training received was actually beneficial to the staff and the factory. This is done by using sensors to compare the finished products of the factory before and after the completion of training, in order to see if there is a positive difference. Validation also involves using AI glasses to see if the staff member is actually implementing the training received on the shop floor.
Using Lean Manufacturing as a technology filter
Lean manufacturing is based on the concept of eliminating waste from factory processes while ensuring that the customer or client receives the maximum value. Lean manufacturing looks at optimizing the delivery of products in horizontal value streams that ultimately connect to customers. It is about evaluating what is adding value to the customer versus what is adding waste or is not beneficial to the factory.
It is systematic and there are five main principles involved in lean manufacturing:
The first principle involves identifying what value actually means to the customer, which will help the factory estimate how much the customer will be willing to pay for their products and services. If waste is removed, then the customer’s price can be met at the best profit margins for the company.
The second principle involves mapping the value stream, which means looking at the flow of input materials required to produce the product in its entirety. Emphasis is of course placed on reducing waste.
The third principle looks at removing operational barriers and interruptions to this flow.
The fourth principle looks at using a pull system where nothing is bought until there is a demand for it. The pull system is based on effective communication and flexibility.
The fifth principle looks at continuously improving and striving for perfection in the process.
Lean manufacturing principles can be beneficial for factory owners since they can be used as a technology filter or criteria in order to ensure that any technology implemented in the factory contributes to the reduction of waste and horizontal value streams. The technology in other words should contribute to the reduction of waste, the reduction in standing inventory, increased factory outputs, decreased production costs, and increased labour productivity.
How can Industry 4.0 concepts help with Lean Manufacturing?
…with Data-Driven Plant Performance
Data-Driven Plant Performance as discussed above refers to the use of data in real-time to increase production. This happens simultaneously while using the data to identify areas of waste and unproductivity. Data-driven plant performance contributes significantly to all the five main lean manufacturing principles since customers receive value, the mapping of the value chains are guided by actual data received in real-time, and the data helps identify the barriers such as when there is downtime and which machine/process is causing the downtime, so this can be instantly rectified. Additionally, since there is constant delivery of data from multiple sources in the factory to the staff and personnel of the factory – they can develop pull systems due to the ease of communication and the constant analytical processing of the data. Furthermore, the continuous development of useful models based on big data and real-time data allows for continuous improvement.
…with Data-Driven Quality Control
Data-driven quality control as mentioned above looks at comparing a sample or material to a profile developed from big data rather than conducting many expensive quality-control tests on every single sample in the production line. This fits in with the concept of lean manufacturing since the number of tests is reduced but quality control is maintained.
…with Virtual Training and Validation
Virtual training and validation look at providing training in virtual environments using AI glasses and validating through the use of AI glasses that the training was beneficial, effective and actually implemented. One of the main aspects of lean manufacturing focuses on training staff about lean principles in the factory since staff are a critical component in any factory environment. Therefore, through the use of AI glasses, staff can be trained and guided on lean manufacturing principles in the factory environment they are operating in. Additionally, the AI glasses can validate that staff actually are implementing the training they received in the factory. Consequently, the lean manufacturing concepts of waste reduction and optimization of product delivery will be felt throughout the factory as a result of both virtual training and validation.
Conclusion
Industry 4.0 concepts such as connecting multiple machines, machine-to-machine communication, human-machine communication, real-time data delivery, big data processing and analytical operations really tie in with the fourth principle of lean manufacturing.
Most manufacturers not using lean manufacturing principles rely on a push system which is based on standard forecasting techniques. Production is aligned to those pre-determined set forecasts. This can be problematic since some standard forecasting techniques are inaccurate, increase waste and are not effective. The lean manufacturing pull principle of not producing anything until there is a demand relies heavily on effective communication. With the correct choice of Industry 4.0 technology, this effective communication system can be developed and thus reduce waste and optimize overall factory efficiency.
CMA/Flodyne/Hydradyne is an authorized Exor distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.