The factory of the future is characterized by the increasing networking of control technology, IT and IoT. The various systems must be seamlessly interconnected to ensure end-to-end digital processes. At the same time, however, this increases the risk of cyber attacks, as attackers have more and more entry points. In the connected world, attacks can cause more damage than ever before. It is therefore essential that security is consistently implemented at all levels. ctrlX AUTOMATION shows how this works while maintaining radical openness in automation.
More and more devices and machines are being networked and communicate via the Internet of Things (IoT). This creates numerous opportunities, but also risks. The more components are connected, the larger the attack surface. Cyber attacks can paralyze production and lead to financial losses and image damage.
Many systems in factories are outdated and were developed without considering cyber security. This makes them more vulnerable to attacks and difficult or impossible to update. It is therefore necessary to develop more resilient solutions. This must include IT systems as well as control technology and the IoT. This means: radical openness at all levels meets security at all levels.
But secure: from the control system to the apps
With ctrlX AUTOMATION, Bosch Rexroth has launched an end-to-end, open automation solution that has been designed from the ground up to be completely secure. The high security standards apply to all components in the automation toolkit and to every component by which the system grows. The hardware and software products are Secure by Design. This means that security requirements are already taken into account in the development phase. The automation solution, which was developed with a focus on conformity with IEC 62443-4-2, is based on the Linux Ubuntu Core operating system, which is considered to be extremely secure.
The ctrlX CORE controller is an example of the high level of security in the ctrlX AUTOMATION portfolio. The associated IoT software has fully integrated IT security standards according to IEC 62443-4-2 for access control and remote maintenance. In addition, the controller offers various security features such as Secure Boot, a security chip in accordance with TPM 2.0, and a minimal network footprint when delivered. With the optional firewall and VPN client, the controller can be upgraded to a full-fledged network appliance, which ensures the highest possible availability and security of the connected network components.
Since ctrlX AUTOMATION is not a self-contained system, but rather a place where different players pool their domain knowledge, the security strategy also includes the partner network ctrlX World. For example, each of the partner apps offered is validated by Bosch Rexroth. This rules out the possibility of third-party software introducing malicious code. This and the sandboxing principle further increase the security of the other apps installed on the system.
ctrlX developR design with a view to the future
The holistic and fundamental implementation of security standards and mechanisms in all facets of ctrlX AUTOMATION creates a resilient overall system that can also demonstrate these capabilities. In order to maintain this level, permanent further development is required – also in view of ever new types of attacks and ways of attack.
That is why ctrlX developR always keep their fingers on the pulse and look to the future. The latest security requirements are already taken into account in the planning and development phase. At Bosch Rexroth, “Two steps ahead” also applies when it comes to security.
If you have any questions or require further information regarding ctrlX AUTOMATION, please contact us: sales@cmafh.com
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Optimum power supply for the sophisticated automation solution with IO-Link communication interface
In the world of automation, ensuring a reliable and efficient power supply is crucial for the seamless operation of sensors, actuators, controllers, and HMIs. Balluff Heartbeat® power supply units with IO-Link interfaces stand out as an optimal solution for sophisticated automation systems, designed to meet the high demands of quality, longevity, and diagnostic capabilities.
Why Choose Balluff Heartbeat® Power Supply Units?
Balluff Heartbeat® power supplies are engineered with precision, incorporating high-quality components that guarantee an extended service life. These units are particularly well-suited for critical applications where reliability is non-negotiable. The built-in monitoring system is a standout feature, offering real-time insights into the power supply’s performance.
One of the most valuable aspects of these power supplies is the Heartbeat® status indicator LED. This feature provides a local, three-color indication of the current load situation, the device’s wear level, and the remaining service life. This visual feedback allows for immediate assessment of the system’s health. Additionally, the power supply’s digital outputs convey alarm, stress level, and lifetime information, enabling preemptive maintenance and avoiding unexpected downtime.
Enhanced Diagnostics with IO-Link Interface
The integration of IO-Link communication adds another layer of sophistication to the Balluff Heartbeat® power supplies. Through IO-Link, users can access detailed diagnostic and status information about the device, including operating parameters and historical data. This capability not only enhances transparency but also facilitates informed decision-making in maintenance and operation.
The extra narrow design of these power supply units makes them ideal for resource-optimized control cabinet configurations (IP20 housing). For decentralized structures, IP67 variants are available, offering robust power supply solutions in direct proximity to the consumer.
Key Features That Set Balluff Heartbeat® Power Supplies Apart
The Balluff Heartbeat® power supplies are packed with features designed to meet the diverse needs of modern automation systems:
24 V, Single Phase: Available in various power ratings (91, 120, 240, and 480 W), ensuring compatibility with a wide range of applications.
Short-Circuit Proof with PowerBoost 150%: Delivers extra power when needed, ensuring the system’s resilience during peak loads.
Regulatable Output Voltage: Provides flexibility in maintaining optimal performance.
Low Residual Ripple: Ensures a stable output voltage, crucial for sensitive electronic components.
Preventative Maintenance and Condition-Based Maintenance: Supports Industry 4.0 initiatives, allowing for predictive and condition-based maintenance strategies.
Galvanic Isolation: Ensures that IO-Link communication and power supply units are electrically separated, enhancing safety and performance.
Tailored Solutions for Control Cabinets and Field Applications
Control Cabinet Power Supplies: Available in single-phase or three-phase configurations, these units range from 75 to 960 W and can be connected in parallel to provide up to 2.8 kW. They offer features such as regulatable output voltage, alarm LED-output digital, and the ability to operate in parallel or series configurations for flexible application adaptation.
Field Power Supplies with IO-Link Interface: These units come in compact IP67 housings without potting, offering over 95% efficiency. They are available in 1- or 3-phase configurations with 7/8″ or M12 connectors, providing up to 12 A continuous power per channel. The field power supplies also include 2 outputs with 4 fused channels, allowing for separate monitoring and remote parameterization via IO-Link.
Conclusion
The Balluff Heartbeat® power supply units with IO-Link interfaces are more than just power sources—they are integral components of a sophisticated automation ecosystem. Their advanced diagnostic capabilities, high-quality construction, and flexible configurations make them an ideal choice for industries that demand the highest levels of reliability and efficiency. By integrating these power supplies into your automation solution, you are not just powering your systems; you are future-proofing your operations with a robust, intelligent power supply solution.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Exploring the ctrlX Core: Revolutionizing Automation and Control
In the ever-evolving landscape of automation and control technology, the ctrlX CORE has emerged as a game-changer. Developed by Bosch Rexroth, the ctrlX CORE represents a significant leap forward in how we design and implement automation systems. This blog post delves into what makes the ctrlX CORE stand out and how it’s reshaping the future of industrial control.
What is the ctrlX CORE?
At its core, the ctrlX CORE is a highly flexible, scalable, and modular control platform designed to meet the diverse needs of modern industrial automation. It integrates a range of functionalities into a single, compact unit, enabling unprecedented levels of efficiency and adaptability in automation systems.
Key Features and Benefits
Modular Design: The ctrlX CORE’S modular architecture allows users to tailor their automation solutions with various modules and components. This flexibility ensures that the system can be customized to specific application requirements, making it suitable for a wide range of industries and use cases.
Open Architecture: Embracing an open architecture, the ctrlX CORE supports a broad spectrum of standards and protocols. This openness facilitates seamless integration with existing systems and third-party devices, providing users with greater freedom and interoperability.
High Performance: Equipped with advanced processing capabilities, the ctrlX CORE delivers exceptional performance in terms of speed, responsiveness, and data handling. This high-performance backbone is crucial for real-time control and complex automation tasks.
Scalability: One of the standout features of the ctrlX CORE is its scalability. Whether you need a small, simple controller or a more robust system with extensive I/O capabilities, the ctrlX CORE can scale to meet your needs. This scalability helps future-proof investments and allows for easy upgrades as requirements evolve.
Intuitive User Interface: The ctrlX CORE offers an intuitive user interface that simplifies programming, configuration, and monitoring. With tools designed to streamline workflows and reduce complexity, users can quickly set up and manage their automation systems.
Edge Computing Capabilities: Leveraging edge computing, the ctrlX CORE processes data locally, reducing latency and improving response times. This capability is particularly beneficial for applications requiring real-time analytics and decision-making.
Applications Across Industries
The versatility of the ctrlX CORE makes it applicable across a variety of industries:
Manufacturing: In manufacturing, the ctrlX CORE can drive complex production lines, coordinate multiple machines, and ensure high precision and efficiency.
Logistics: For logistics and warehousing, it can manage automated guided vehicles (AGVs), conveyor systems, and sorting equipment, optimizing operations and reducing downtime.
Energy: In the energy sector, it supports the automation of renewable energy systems, power distribution, and monitoring of critical infrastructure.
Automotive: The CtrlX Core is also used in the automotive industry for controlling assembly lines, testing equipment, and other automation processes.
Looking Ahead
As industrial automation continues to advance, the ctrlX CORE stands out as a pivotal innovation. Its combination of modularity, performance, and flexibility makes it a valuable tool for businesses looking to enhance their automation capabilities and stay competitive in a rapidly changing market.
Bosch Rexroth’s ctrlX CORE is more than just a control platform; it’s a step towards a more connected, intelligent, and adaptable future in industrial automation. For businesses seeking to leverage the latest in automation technology, the ctrlX CORE represents a powerful and forward-thinking solution.
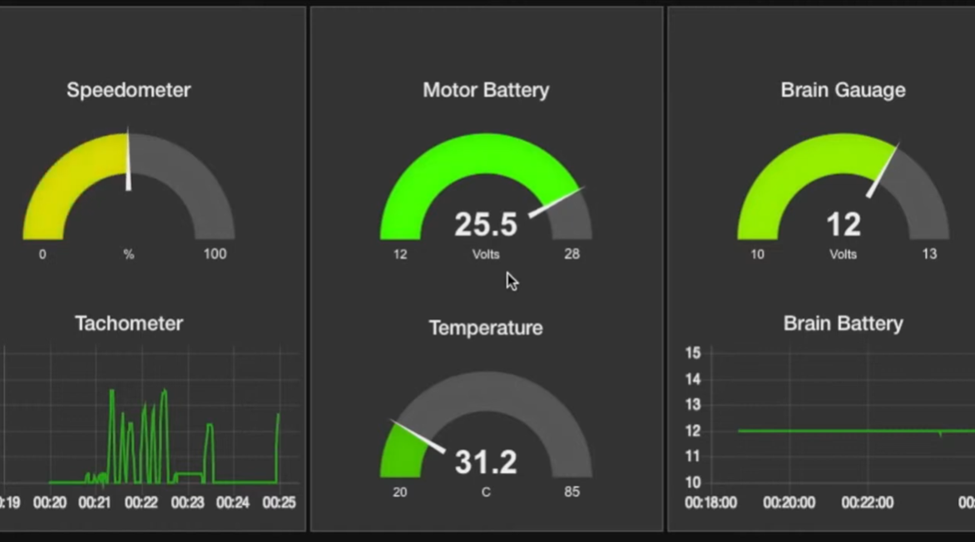
Here is a showcase for Node RED, one of the most popular apps for the ctrlX.
Unleashing Creativity and Efficiency with Node-RED
In the rapidly evolving world of technology, staying ahead often means finding new and efficient ways to integrate and automate processes. Enter Node-RED, a powerful tool that’s been making waves in the tech community for its versatility and ease of use. If you haven’t heard of it yet, it’s time to get acquainted.
What is Node-RED?
Node-RED is an open-source flow-based development tool designed for wiring together hardware devices, APIs, and online services. Developed by IBM, Node-RED provides a browser-based flow editor that makes it incredibly easy to create and manage workflows with minimal coding. Think of it as a visual programming environment where you can drag and drop nodes (blocks of code) to build applications or automate tasks.
Why Node-RED?
**1. Ease of Use: Node-RED’s drag-and-drop interface simplifies the process of designing and deploying workflows. You don’t need to be a coding expert to get started; the visual nature of the tool allows you to create complex systems by simply connecting different nodes.
**2. Flexibility: Whether you’re working with IoT devices, APIs, or just need to automate a task, Node-RED has a vast library of pre-built nodes and integrations. This flexibility allows you to connect to almost any service or device with minimal configuration.
**3. Rapid Prototyping: Node-RED is ideal for prototyping and experimentation. Its visual interface allows you to quickly iterate on your design, test different workflows, and see results in real-time.
**4. Community and Ecosystem: Being open-source, Node-RED has a vibrant community that contributes to its ecosystem. There are countless nodes available for various purposes, from integrating with social media platforms to controlling home automation systems.
How Node-RED Works
Node-RED uses a flow-based programming model where you build your application by connecting different nodes in a flow. Each node represents a specific function or task, such as sending an HTTP request, processing data, or interacting with a database.
Nodes: These are the building blocks of your application. Each node performs a specific function, such as a sensor reading, data transformation, or sending a notification.
Flows: Flows are the connections between nodes. They define the path that data takes through your application, specifying how data should be processed and transferred between nodes.
Debugging and Monitoring: Node-RED provides built-in tools for debugging and monitoring your flows. You can see real-time logs, inspect data as it moves through your nodes, and quickly identify issues.
Programming Flow
Practical Applications
**1. IoT and Home Automation: Node-RED is a popular choice for IoT applications and smart home automation. You can easily connect sensors, actuators, and other devices to create custom automation rules and control systems.
**2. API Integration: If you need to integrate multiple APIs or services, Node-RED’s flexible nodes make it straightforward to connect and manage data from various sources. This can be particularly useful for aggregating data or creating custom dashboards.
**3. Data Processing: Node-RED’s ability to process and transform data makes it a powerful tool for data pipelines. You can fetch data from different sources, perform transformations, and output the results to your desired destination.
**4. Rapid Prototyping: Whether you’re building a new application or testing an idea, Node-RED’s ease of use and rapid prototyping capabilities allow you to quickly validate concepts and iterate on your designs.
Sample Node Red Dashboard Visualization Credit: Richard Hopkins
Conclusion
Node-RED is transforming how we approach building and integrating applications. Its visual, flow-based programming model simplifies complex tasks and opens up possibilities for both technical and non-technical users. Whether you’re looking to automate your home, integrate APIs, or prototype new ideas, Node-RED offers a powerful and user-friendly platform to bring your projects to life.
So why not give Node-RED a try? Dive into its capabilities and see how it can streamline your workflow and spark your creativity in the world of technology.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Do you need the high speed of a bang-bang valve with less wear on your components? Maybe a Comnica directional control valve from Tokyo Keiki will be the solution to your problems.
Tokyo Keiki has come out with a line of directional and flow control valves called “Comnica.” This line of valves is a smart bang-bang valve with many adjustable settings. There are three modes for the valve, analog, channel and shockless. This new design offers independent settings for acceleration and deceleration. These valves have an onboard microprocessor that allows setting of parameters. Programming can be done per valve with the touch buttons or across many valves with a handheld setting device, ideal for multiple valves or mounted valves. Comnica has a compact space saving design with the same configuration as a solenoid valve. Can be connected to general purpose relays, PLCs, and much more. Quantity discounts available and a lead time of 11-23 weeks. Can run with either petroleum based hydraulic oil or water/glycol based hydraulic oil.
Analog setting needs a separate power supply of -10 to 10 volts. The polarity can be reversed and controls the operation with absolute values specified for flow. The change time is set to reduce the shock when inputting an analog command voltage in a stepwise manner. Ramp up and ramp down time can be set into the valve separately in each direction to ensure a smoother transition.
Channel Setting (CH) can use various switches to control speed, can turn them on in chronological order and it will take the command of the last switch. Good for slowing down and ramping up speed. 3 channels for each side with ramp up/ramp down times built in to commands. Ramp time can be between 0 and 9.9 seconds. This setting is good for connecting to a PLC, general-purpose relays, proximity switches, etc. to manage shockless operation, flow control and position.
Shockless setting (SH) only has two settings per direction, no 3A and 3B. Switch to turn on (high speed), then switch off for second setting (low speed). 1st time setting controls the ramp up time, 2nd time setting reduces close speed of valve for soft close. Halt signal used to obtain position control. Low speeds with only wiring 1A and 1B, making this a good option for PLCs with less available outputs. Ramp time of 0 to 9.9 seconds.
In addition to the valve parameters previously mentioned, the COMNICA software includes an adjustable dither frequency, current gain, and current offset value under the “Extension Settings” Tab.
Dither frequency is important in applications where the static friction of the valve is high enough to cause irregular operation of the valve spool. There is also hysteresis in the valve shifting, meaning that for a given input signal you would get a difference response. The dither frequency ensures that the valve response is consistent by constantly breaking the static friction through small vibrations. Current Gain and Current % gives the user more control over the response of the valve. All of the parameters can be saved to and read from a .txt file.
Please contact us if you would like to learn more about this product!
Contributors:
Victoria O’Neill, Application Engineer at CMAFH email Robert Fetcho, Application Engineer at CMAFH email
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
The discussions surrounding automating the United States’ manufacturing sector have never been more sustained or indeed more relevant than today. There are few who would argue that the combination of labor and skills shortages, together with the drive to attain greater levels of productivity, means that automation is now becoming an essential part of manufacturing for a greater number of businesses, especially SMEs.
There are still however, certain perceived barriers inhibiting the adoption of automation for some businesses, amongst them are complexity, investment cost, training and skills. The new ZiMo flexible robot cell from Zimmer Group addresses these perceived barriers by offering a cost-effective and straightforward process automation solution for small, medium-sized and alternating batch sizes. Zimmer’s flexible robot cell enables both rapid deployment and intuitive operation, smoothing the path to the introduction of automation.
The proliferation of collaborative robots (cobots) in recent years, together with a general increase in the adoption of the smaller variety of industrial robots, has certainly sparked a greater interest in automation and encouraged many to explore the possibilities through the integration of robots for a wide range of tasks. The robot or cobot itself however is but one part of the overall solution. The robot still must be installed alongside the manufacturing process, interfaced to the line and equipped with the necessary tooling and technologies to enable it to perform the required tasks.
(Left to Right: ZiMo with small parts gripper – ZiMo with gripper change system – ZiMo for flexible applications)
Flexible, Mobile Process Automation
ZiMo’s compact design and mobile positioning concept enables the rapid deployment of the system where and when it is needed, overcoming the perception of complexity. This, combined with a comprehensive range of Gripper and EOAT options, means that the system can be easily configured for a variety of handling and process operations. The fact that ZiMo can be used without the need for any complex integration means that the handling system offers absolute freedom of use and the versatility to be quickly and easily reconfigured for new assembly, pick and place or even training requirements. A significant benefit for users of ZiMo is the fact that no prior programming knowledge is required when commissioning the system. ZiMo’s “robot neutral” concept means that this flexible robot cell can be used with a wide range of smaller industrial robots or cobots and be set up and commissioned intuitively via the Zimmer human machine interface (HMI). This saves valuable time and resources, allowing users to focus entirely on areas of production that offer real added value for their business.
A comprehensive range of accessories including gripper and vacuum systems, sensor technology and the MATCH robot modules, mean that should production needs or processes change, ZiMo can be reconfigured quickly, without any significant effort or expense, to meet the new requirements. In instances where the system is to be used in conjunction with one of the smaller industrial robot types, floor scanners can be integrated on each of the four corners of the system to provide the safe operating environment required when using this type of robot.
(Zimmer’s MATCH modules complement a comprehensive range of accessories for the ZiMo system)
Vincent Zimmer, Managing Director with ZIMMER Group US, comments on the advantages of the system: “ZiMo makes it possible for users, even those with no prior automation or programming experience, to take advantage of the benefits of a collaborative robot by supporting their employees in monotonous, time-consuming tasks throughout the day, and at night if required. The variable set-up options for the workbench and its compact size make ZiMo a reliable, flexible robot cell for almost any small robot application, including loading and unloading of machines, pick-and-place tasks, or assembly as well as laboratory automation. Users of the system will benefit from reduced cycle times, enhanced productivity and improvements in consistency and quality.”
The ZiMo concept of a mobile, flexible automation platform, capable of being used with small industrial robots or cobots from a wide variety of manufacturers, and which is simple and intuitive to set up and deploy, will no doubt alleviate the obstacles for those looking to take their first steps into automation, or indeed those seeking to further expand the use of this type of technology within their manufacturing operations.
Zimmer Group is among the leading manufacturers in the automation industry with standardized solutions for mechanical and plant engineering that have become globally recognized as high-quality, durable products. Under the slogan “THE KNOW-HOW FACTORY”, Zimmer Group specializes in six technologies: Handling, Damping, Linear, Process, Machine Tooling and System Technology.
Their specialty is in manufacturing grippers and end-of-arm tooling components for robotics and the automation industry. They also manufacture clamping and braking elements, industrial shock absorbers, machine tooling components along with soft-close technology for the furniture industry.
CMA/Flodyne/Hydradyne is an authorized Zimmer Group distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Navigating the complex world of robotics integration can be daunting, especially when faced with the varied costs and technical specifications.
The question, “How much does a robot cost?” is not easily answered as the price is influenced by various factors, such as; technology, application, and design.
In this article, we’ll navigate through the confusing world of robot pricing to provide a clear and detailed breakdown of the costs involved.
By understanding these key elements, you’ll be better equipped to make informed decisions that suit your budget and operational goals.
Stay with us as we discuss the specifics and shed light on how to effectively manage these investments.
Key Takeaways
Cost Influences
Technology Level: Advanced technologies such as AI, machine learning, and real-time data processing greatly increase a robot’s cost.
Design Customization: Custom features tailored to specific tasks or environments can escalate costs due to specialized design and production.
Application Specificity: Robots designed for specific industries or critical tasks often come with a higher price tag due to the specialized capabilities and certifications required.
Types and Costs
Industrial Robots: Essential for tasks like welding and assembly, with prices typically ranging from [$25,000 to $400,000] depending on functionality and sophistication.
Cobots: Designed for safe interaction with humans in shared spaces, generally cost between [$15,000 and $45,000], reflecting their accessibility and technological features.
Cartesian Robots: Ideal for precise linear motions, used in applications such as 3D printing, priced between [$10,000 and $50,000] based on size and precision capabilities.
Humanoids: Advanced robots mimicking human behaviour, significantly more expensive, typically starting at [$100,000 and can exceed $1 million], due to high-level AI and mobility technologies.
Considerations
Application Suitability: Ensure the robot’s capabilities align with the intended tasks and operational demands.
System Compatibility: Assess integration needs with existing systems to avoid additional costs for modifications.
Maintenance Expenses: Consider ongoing maintenance costs, availability of parts, and technical support to ensure sustainable operations.
Training and Integration Costs: Significant resources are needed for training on the proper use and maintenance of new robotics systems to ensure safety and efficiency.
Adaptability and Longevity: Robots that can be easily reprogrammed or upgraded can adapt to changes and extend their useful life, offering better long-term value.
ROI Metrics: It’s crucial to define metrics to assess the return on investment from robotics, considering financial returns as well as quality, efficiency, and customer satisfaction improvements.
What influences the price of a robot
When considering a robot purchase, it’s important to understand the characteristics that contribute to its price.
The cost can be greatly influenced by the robot’s design complexity, materials used, the technology it incorporates, and its intended application.
Factors such as the precision of tasks it performs, the software it requires, and additional features like sensing and vision systems also play a role.
For more detailed insights on a specific robot model, like the 7-axis collaborative robot models from Kassow Robots, each specification adds layers to the cost.
Technology and Software
The sophistication of the technology and software within a robot influences its price. High-end robots incorporate advanced algorithms for pathfinding, autonomous decision-making, and machine learning, which require substantial investment in research and development.
Additionally, user interface software that enhances the usability and functionality of the robot also adds to the cost.
These systems must be continually updated and optimized to handle complex tasks and easily interact with human operators and other automated systems.
The integration of Internet of Things (IoT) connectivity and real-time data processing capabilities further escalates the price, making the robot more adaptable and efficient but also more expensive.
Design and Customization
The level of design and customization involved in a robot’s creation directly impacts its cost.
Robots designed with specific requirements for particular industrial tasks, such as extra limbs, specialized tools, or enhanced mobility features, require unique engineering and design solutions.
Each custom feature needs to be planned and tested, which increases the research and development cost.
Furthermore, specialized designs often necessitate the use of unique components and technologies not typically found in standard robots, driving up manufacturing complexity and costs.
This custom engineering ensures the robot can perform designated tasks efficiently but also results in a higher price tag due to the increased labour and material costs involved in its production.
Material and Build Quality
The choice of materials in robot construction is essential as it affects both the durability and functionality of the robot, which influences its cost.
High-quality materials that can withstand high stress, wear, and environmental conditions are necessary to ensure the longevity and reliability of the robot. These materials often come at a premium, especially when they are lightweight yet strong metals or composites that offer superior performance.
Additionally, the precision required in machining and assembling these high-grade materials increases manufacturing costs.
Robots built with less expensive materials may reduce upfront costs but can lead to higher maintenance expenses and shorter lifespans, which could increase overall costs in the long run.
Application and Industry
Robots are increasingly tailored for specific industries, which can affect their costs. For example, robots designed for the healthcare sector may require precise and gentle handling capabilities, sophisticated diagnostic tools, and compliance with strict regulatory standards.
Similarly, robots used in manufacturing might need to handle heavy loads, perform at high speeds, and operate continuously. These specialized capabilities need advanced technology and strong construction, which increases the costs.
Additionally, the critical nature of tasks performed by these robots often requires extensive safety features and redundancy systems, further increasing their price.
Image Source: Alexander Burkle / Kassow Robots
Production Volume and Economies of Scale
The production volume of robots can also influence their cost. Limited production runs are more expensive on a per-unit basis because they cannot capitalize on the economies of scale enjoyed by mass-produced models.
Custom or low-volume robots often require specialized assembly processes and parts, which are more expensive than those used in high-volume manufacturing.
Conversely, when robots are produced in large quantities, the cost per unit decreases due to more streamlined manufacturing processes and bulk purchasing of materials. Therefore, companies looking to use robots extensively might find it more cost-effective to invest in models that are produced on a larger scale.
Research and Development Costs
The investment in research and development (R&D) impacts the cost of robots. Developing clever robotic technologies often requires time and resources in R&D to create, test, and refine advanced systems.
This includes the costs associated with prototyping, simulation, and field testing to ensure that the robots meet specific performance criteria and safety standards.
Regulatory Compliance and Certification
Robots must often meet various regulatory and safety standards, which can vary widely depending on the industry and the region in which they are sold.
Compliance with these regulations can involve additional costs related to certification processes, modifications to meet specific legal requirements and ongoing compliance monitoring.
For example, robots used in pharmaceutical or food production environments must adhere to especially strict standards, adding to their overall cost.
Training and Support Services
The complexity of modern robots often requires training for end-users. The cost of providing training programs, user manuals, and technical support can be considerable.
Additionally, ongoing support services, including maintenance and updates to software and hardware, also contribute to the total cost of ownership of a robot.
Supply Chain and Logistics
The cost of parts and the complexity of the supply chain logistics involved in sourcing and assembling robot parts can affect the final price of the robot.
Fluctuations in material costs, tariffs, and transportation fees, as well as the efficiency of the supply chain, can all impact costs.
Robust supply chains are essential for timely and cost-effective production but can be expensive to establish and maintain.
Brand and Market Positioning
The brand reputation and market positioning of the robot manufacturer can also play a role in pricing.
Established brands with a proven track record of reliability and excellent service might charge a premium for their robots.
Additionally, pricing strategies may vary based on market positioning, with some brands positioning themselves as providers of cost-effective solutions while others target the luxury or high-performance segment of the market
Types of robots and their price tags
Industrial robots
Industrial robots are essential in modern manufacturing, capable of performing a variety of tasks including welding, painting, and assembly with incredible precision and efficiency.
The cost of these robots is determined by factors such as payload capacity, reach, speed, and the level of customization required.
Basic models start at lower prices, which typically include a controller and basic software. More advanced models with comprehensive customization options, higher payload capacities, and enhanced capabilities will have a higher price tag.
Such price variations reflect the various needs of different industries, from automotive to electronics, where the demands on robotic systems differ widely.
The substantial range in prices ([$25,000 – $400,000]) accommodates businesses of all sizes, from small manufacturers to large enterprises with heavy-duty requirements.
Unlike traditional industrial robots, cobots are equipped with advanced sensors and safety features to ensure safe operation without the need for protective barriers.
The cost of cobots varies depending on their design, payload, and the complexity of the tasks they are programmed to perform.
Prices for simpler models that perform light duties have a smaller price tag when compared with more advanced models equipped with high-tech features such as vision systems and enhanced learning capabilities.
This price range [$10,000 – $50,000] reflects the growing market for robots that are accessible to small and medium-sized enterprises and not just large manufacturing facilities.
Cartesian robots are characterized by their three principal axes of movement — X, Y, and Z — which makes them ideal for precise linear applications such as 3D printing, CNC machining, and assembly operations where high accuracy is required.
The simplicity of their design generally makes them more affordable than more complex robotic systems.
Prices for Cartesian robots can range from about [$10,000 – $50,000] with the more basic models costing a lot less than models with better reach and load capacity, precision capabilities, and customized control systems.
This cost range supports industries that require precise, repetitive movements in a controlled environment.
Humanoids
Humanoid robots are among the most technologically advanced types of robots, designed to replicate human motion and interaction.
They use sophisticated AI, machine learning algorithms, and sensory systems to navigate complex conditions and perform varied tasks.
Due to their sophistication and the technology required, humanoid robots are typically the most expensive.
Prices range from roughly [$100,000 – $1 million] with the more advanced models, equipped with the most advanced features and capabilities, having the highest prices
These robots are mainly used in research, healthcare, and service industries where human-like interaction and adaptability are crucial.
This price bracket highlights the cutting-edge nature of humanoid robotics and the investment required for their development and deployment.
What to consider before buying a robot
Before purchasing a robot, it’s essential to define your needs and consider factors like compatibility with existing systems, long-term costs, and potential operational enhancements.
We are here to help you select a robot that aligns with your operational goals, ensuring efficiency, compliance, and a solid return on investment.
Let’s take a deeper look.
Define the Purpose and Requirements
Before investing in a robot, clearly define what you need the robot to achieve. Consider the tasks it will perform — whether it’s assembly, packaging, inspection, palletizing,labelling, or quality control.
This will help determine the type of robot you need, such as industrial, collaborative, or service robots.
Different tasks require different levels of precision, speed, and payload capacity. Aligning your business needs with the robot’s application capabilities ensures that you select a robot that can meet your operational goals without overspending on unnecessary features.
Compatibility With Existing Systems
Evaluate the compatibility of the new robot with your current machinery and software systems.
It’s important to make sure that the robot can integrate into existing production lines or work environments. Check if additional equipment or software is needed for integration and whether the robot supports the communication protocols used in your facility.
Incompatibility can lead to additional costs for modifications or updates to your systems, so prior confirmation will save time and resources in the long run.
Scalability and Flexibility
Consider the scalability of the robotic system. As your business grows, your robotic needs might change, requiring different functionalities or additional units.
Choose robots that are known for their flexibility in handling various tasks or those that can be easily upgraded with new capabilities.
Investing in scalable and flexible systems can prevent future bottlenecks and reduce the need for complete overhauls as your operation expands.
Maintenance and Support
Understanding the maintenance needs and the support available for a robot is essential. Ask about the maintenance schedule, availability of spare parts, and the technical support provided by the manufacturer.
Robots with high maintenance costs can affect the total cost of ownership. Also, consider the availability of local service technicians who can perform repairs and regular maintenance to minimize downtime.
Total Cost of Ownership
Beyond the initial purchase price, assess the total cost of ownership, which includes installation, maintenance, training, and potential downtime costs.
Estimate energy requirements, consumables, and whether the robot will need regular software updates. A cost analysis will help in making an informed decision by comparing the long-term financial impacts of different robotic systems on your operations.
Regulatory Compliance and Safety Standards
Before investing in a robot, ensure it meets all relevant regulatory and safety standards for your industry and region. Compliance is vital in sectors such as healthcare, food processing, and automotive manufacturing, where safety and precision are important.
Non-compliance can lead to legal issues, fines, or operational halts, which can be costly. Understanding the certifications that the robot has, such as ISO standards or specific industry compliance, is needed to protect your operations and ensure worker safety.
Environmental Considerations
Environmental factors such as temperature, humidity, dust, and exposure to chemicals can impact a robot’s performance and lifespan. Choose a robot designed to withstand the specific conditions of its working environment.
For example, robots in heavy industrial settings may require strong construction and protective measures against heat and particulates, whereas cleanroom robots need specific designs to prevent contamination.
Staff Training and Adaptation
Evaluate the level of training your staff will need to operate and maintain the new robotic system.
Assess whether you have the right skills available internally or if you will need to hire new staff or provide training to existing employees.
The ease of use of the robotic system and the availability of vendor training programs can also be a decisive factor. Ensuring your team is well-prepared can improve productivity and reduce downtime due to operational errors.
Future-Proofing Technology
Invest in technology that can adapt to future advancements. This includes considering whether the robotic system is equipped with abilities such as machine learning, adaptability to new software updates, and compatibility with newer technologies.
Choosing a robot that is suitable for upgrades can extend its useful life and protect your investment.
Return on Investment (ROI)
Calculate the expected return on investment (ROI) for the robotic system. This includes analyzing productivity gains, cost savings from labour reductions, and improvements in quality and consistency.
A clear understanding of the financial impact and payback period will help justify the investment and ensure that the robot meets your business objectives.
Financial planning is key to ensuring that the robot contributes positively to your bottom line.
How much in approximative costs can you expect to save on an assembly line with the help of cobots?
Integrating cobots (collaborative robots) on an assembly line can lead to cost savings of approximately 20-30% by enhancing operational efficiency and reducing labour costs. These savings are achieved through the automation of repetitive tasks and allowing human workers to focus on more complex operations.
What is the average price tag of a robot?
The cost of robots varies widely, from a few thousand dollars for basic models to several hundred thousand or more for advanced, specialized machinery.
How long does it typically take to see a return on investment from a robot purchase?
The time it takes to see a return on investment (ROI) from a robot can vary based on the type of robot and its application. However, for industrial and manufacturing settings, companies often report seeing an ROI within two to three years, especially when robots are used in high-volume or high-labor-cost tasks.
Can robots be leased or rented instead of purchased outright?
Yes, robots can be leased or rented, providing a more flexible financial option for businesses that need robotic technology but may not be ready to commit to a full purchase. Leasing or renting can also offer the advantage of keeping the technology up-to-date, as companies can upgrade to newer models at the end of the lease term.
What are the ongoing costs associated with operating a robot?
Beyond the initial purchase, the ongoing costs of operating a robot include maintenance, repairs, software updates, and possibly energy consumption. Training for personnel on how to operate and maintain the robot also adds to the costs.
Final Thoughts
Understanding the cost of robots involves considering their technological complexity, design, materials, and intended application.
This guide provides a foundational understanding to help you navigate the initial investment and long-term benefits of robotic integration.
Equipped with this knowledge, businesses can make informed decisions on their investments in robotics, ensuring they meet their operational needs and maximize return on investment.
With careful planning and consideration, integrating robotics can be a transformative investment for any enterprise.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Author: Jürgen Fischer Position: Product Manager Linear Motion Technology, Bosch Rexroth AG
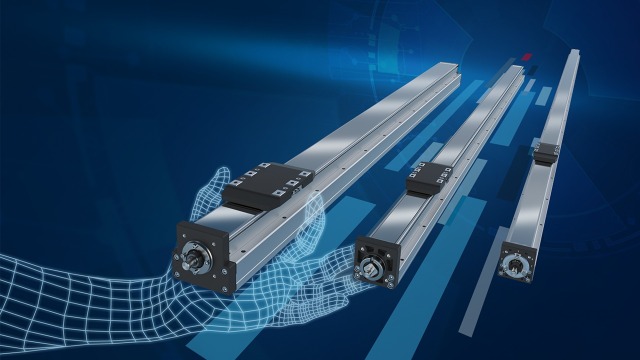
Whether it be consumer goods, medical technology or 3D printing: Countless small parts need to be moved precisely and cost-effectively. This is now much easier.
When you hear “SMS”, you don’t immediately think of linear modules. But you should remember the term in this context as well. After all, these three letters refer to a cutting-edge, particularly cost-effective solution for handling the small parts found in a wide range of sectors. They include the consumer goods and packaging industry, semiconductor and battery production, 3D printing, the automotive sector, medical technology and mechanical engineering.
Exact positioning, compact and low maintenance requirements
Many of these applications require a high repeatability of up to ± 0.005 mm with low to medium dynamics. And if the design is compact, robust and requires little maintenance – all the better! The new SMS linear modules from Bosch Rexroth meet exactly these requirements and help to reduce system and life cycle costs. They also welcome an alternative to pneumatically driven axes and provide a good opportunity for electrification with all of the associated benefits.
Robust linear modules with ball screw assembly
The compact SMS modules with ball screw assembly (Small Modules Screw driven) are manufactured to the usual Rexroth quality standards and impress with their flat aluminum profile offering integrated, precise guidance. In addition, a magnetically fixed steel cover strip protects the components inside.
Quick selection, available from stock
To ensure the shortest possible delivery times, the SMS linear modules can be ordered from stock. The five tailored sizes range from 30 to 120 mm and are suitable for travel ranges of up to 1,200 mm. They can be selected and ordered easily from the Rexroth online shop with the help of a product selector. Optional attachment sets for popular servo motors are available – either as a belt side drive or a flange coupling. Naturally, a choice of motors and drive controllers from Bosch Rexroth is available too.
Conclusion: Expanded portfolio saves time and money
The SMS linear modules expand the range of linear axes, adding an ultra-compact series with a particularly flat design offering excellent value for money. Simple positioning and delivery tasks can thus be carried out economically – and at short notice. This opens up an attractive electrification path for greater precision, flexibility and energy efficiency in production – two key qualities in the Factory of the Future.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Cobots (collaborative robots) are becoming a vital way to help manufacturers improve their productivity. Strong, fast and simple to use, they can make production processes more efficient and business more competitive. We look at what cobots do, how they support production and how Kassow Robots has been growing since the majority stake acquisition by Bosch Rexroth.
A lot has happened in the year and a half since the Danish cobot manufacturer became part of Bosch Rexroth: With the move to a new location, it was possible to expand the production capacity in a highly professional manner and to increase revenue significantly. The team has grown: in Copenhagen, where the company was founded, at the subsidiary in Prague, and within the sales team based in Ulm. Kassow Robots has greatly expanded its global sales activities by participating in trade fairs in various countries and in events within Bosch Rexroth. The dynamic development has one constant: CEO and founder Kristian Kassow as an intensive driving force.
Cobot market continues to expand
Cobots are an important part of intelligent manufacturing and an effective measure to reduce the pressure on costs while securing production in times of workforce lack. They are increasingly used in industry to automate processes which are done in the same working space as human colleagues. Cobots enable small and medium-sized enterprises to automate with their own staff – because collaborative robots can be easily programmed and operated by almost anybody. There is already a high demand for them, and the market is set to continue expanding*.
They can perform a range of jobs easily and offer plenty of flexible automation options with significant benefits:
They can be integrated easily into the production process with minimal changes to the rest of the line – providing a cost-effective entry-point to robotic automation, which can be expanded over time.
They are fast and accurate, which improves production efficiency and helps lower overall operating costs.
They work safely alongside people.
Cobots take on laborious or repetitive tasks, enabling the human workforce to focus on more value adding tasks – which helps address skill shortages.
Seven axes and powerful flexibility
At Bosch Rexroth, we see cobots as an important and versatile part of future proof solutions for factory automation – which is why we’ve expanded our product range with the collaborative robots of Kassow Robots.
The company develops, produces and sells unique and efficient 7-axes lightweight collaborative robots for industrial applications. Their cobots are extremely user-friendly, giving companies great flexibility and enabling small and medium-sized enterprises without in-house robotics specialists to achieve complex automation and programming cost-effectively and independently.
Kassow Robots has designed its cobots to work in the tightest of production spaces. Equipped with seven axes, they can reach around corners like a human arm, and can lift a payload of up to 18 kg. Currently the product family comprises five collaborative robot models, with reaches of 850 to 1800 millimeters, and joint speeds of up to 225 degrees per second.
New products are continually in development. At this year’s Automatica, Kassow Robots presented the Edge Series: a prototype of a controller integrated into the cobot base, delivery of which will start in the beginning of 2024. With no extra controller cabinet to be placed near the cobot, the 7-axes cobots can then be used in even more flexible and space-saving ways, which is very important for mobile applications like AMRs (Autonomous Mobile Robots).
Setting business up for further growth
Thanks to the majority shareholding of Bosch Rexroth, Kassow Robots is now expanding its production and its sales activities worldwide. With CEO and co-owner Kristian Kassow leading the company, the team is primed to introduce their cobots on the world stage, through trade show participation and internal events as well as developing the sales partners network. It currently includes more than 60 partners worldwide, and it continues to grow.
Electronics engineer Nikolaj Thorup Frederiksen working on the new KR Edge Series (image source: Kassow Robots).
To facilitate this growth, Kassow Robots moved to a new location one year ago. The modern building in Kastrup near Copenhagen offers sufficient space not only for increasing production capacity, but also for development activities and offices. Higher production capacity also means more square meters for testing – the Kassow Robot cobots run through an automated test program after assembly, before being packed for delivery.
In the last almost 18 months we have gone through an exciting and challenging period of scaling up, which we mastered successfully thanks to our highly motivated team. Naturally our primary efforts have been to deliver cutting edge technology in high quality according to the market requirements.
Kristian Kassow, CEO of Kassow Robots
How do cobots work with Bosch Rexroth products?
All five Kassow Robots lightweight cobots communicate seamlessly with the control platform ctrlX CORE. Additionally, an ecosystem of drivers for easy configuration of peripheral devices, communicating with robots, like grippers and cameras, is being further expanded. So the number of compatible end-of-arm-tools and devices is steadily growing, enlarging the scope of application day by day.
The cobots can also be equipped with the Smart Flex Effector from Bosch Rexroth, which facilitates joining processes, complicated assembly movements, or difficult handling tasks that were previously impossible to master mechanically. Through the unique combination of a sensor system, with kinematics operating independently in six degrees of freedom, this compensation module gives industrial robots a sense of touch similar to the human hand.
Convincing benefits: a major order for cobots from Project Service & Production
For the restocking of cabling machines with bobbins, Project S&P, system integrator and customer of Kassow Robots, specializing in the optimization of production processes, has worked out an automation solution for the textile industry.
A flexible solution for the restocking of cabling machines with bobbins (image source: Project S&P and Kassow Robots).
To ensure the smooth changeover of yarn packages, Project S&P developed and built a mobile handling solution with a cobot. The automated guided vehicles are equipped with a magazine, a handling system and a KR1018 cobot from Kassow Robots. A linear axis is part of the solution, so that the cobot can load the cabling machines at different heights.
Beyond taking over the workforce’s job of handling very heavy weights, the automation capabilities of the 7-axes KR1018 contributes to smoother yarn package changes. The triple effect of reduced personnel costs, of better quality at the same time due to more gentle package handling and of the ability of material traceability – all this is an achievement of this automation solution. It would not be possible with a conventional 6-axes robot. The success of this has meant that a larger number of cobots are being delivered to the customer.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Poultry has been one of the food and beverage industry’s biggest growth areas in recent years, and projections indicate this growth shows no signs of slowing down — in fact, a recent report estimates the poultry market will grow by more than 6% annually through 2028.
This is just one example — pet food and plant-based foods being a couple others — of why food and beverage producers need to unlock new levels of productivity and efficiency to meet customer demand and seize opportunities in new or emerging markets.
While much of the discussion around optimized efficiency in the food and beverage automation space revolves around specifying industrial enclosures specifically designed to support high hygienic standards, energy-efficient climate control units play an important role in helping manufacturers create more precise, targeted cooling while reducing their energy usage and costs.
With this in mind, let’s look at a couple of reasons why design engineers should consider energy-efficient enclosure climate control units when designing an automation infrastructure for food and beverage manufacturing sites.
Energy-efficient enclosure climate control units help manufacturers facilitate more diverse production lines
The food and beverage industry is an increasingly diverse playing field with the continued growth of plant-based meat alternatives, dairy-free milk, gluten-free snacks, and a variety of other product categories. The rise in popularity of these kinds of products is pushing more traditional food and beverage producers to launch their own plant-based or dairy-free options while still maintaining production volumes of their existing products.
What complicates the matter even more is that much of this production happens concurrently in the same facility, and because these products require their own distinct production lines, manufacturers are tasked with designing cooling systems that can adequately cool several production lines while also offering configuration flexibility and reducing a producer’s automation footprint.
Rittal’s new Blue e+ S smart enclosure cooling unit provides superior deployment flexibility with precise, highly targeted cooling outputs to keep enclosures operating at optimal temperature levels. Lower output categories of .3 kW, .5 kW, and 1 kW help manufacturers reduce their energy consumption and costs, and the use of innovative heat pipe and inverter technology eliminates the need for a compressor or expansion valve, which significantly cuts the amount of energy necessary to operate the unit — in fact, the Blue e+ S can reduce overall energy consumption by 75%.
The first step in better understanding the kind of cooling unit infrastructure necessary to facilitate multiple production lines is evaluating your current climate systems in order to identify potential deficiencies or liabilities. With a Rittal climate control efficiency analysis, manufacturers can increase the efficiency of their cooling systems by consolidating the number of cooling units — all without sacrificing performance or cooling output.
Energy-efficient climate control units help food and beverage manufacturers better align with sustainability initiatives
A survey conducted last year by the International Data Corporation found that 40% of food and beverage manufacturers said sustainable manufacturing was a top priority. The rise of sustainability as a top-level concern among manufacturers mirrors the importance and value consumers put in more eco-friendly manufacturing processes, and the dovetailing of these two creates some game-changing opportunities for manufacturers to use natural resources like energy in a more efficient, strategic way.
One way food and beverage manufacturers can reduce their impact on the environment is eliminating the use of harmful components or chemicals commonly used in industrial cooling units — in fact, the elimination of environmentally damaging chemicals as a means of reducing your overall carbon footprint is a large component of the new UL/CSA 60335-2-40 Standard, which is currently active and will be mandated for products certified to UL 1995 after January 1, 2024.
The engineering innovations that make up the Blue e+ S significantly reduce carbon emissions in part by using a refrigerant with a Global Warming Potential (GWP) that is 56% lower than those used in comparable cooling units to minimize carbon dioxide emissions.
Rittal’s Blue e+ S line of enclosure cooling units are also built upon a fully-integrated IIoT interface that allows for digital monitoring and condition reporting to help manufacturers better understand the state of their cooling units on a 24/7 basis.
Remote monitoring, cooling unit alerts and notifications, and user-friendly LED displays make it easier than ever before to adjust the temperature of your cooling unit based solely on the amount of cooling required, and this real-time flexibility helps you eliminate energy waste and align with consumer expectations and compliance on sustainability.
Bonus: Our energy-efficient enclosure cooling units can help enhance and support the sanitation of your production facility
Who says you can’t specify energy-efficient enclosure cooling units that also support increased sanitation and hygiene in your food and beverage production facility? With Rittal enclosure cooling units, industry-leading cooling efficiency and elevated sanitation are at your fingertips.
Our Blue e+ cooling unit can not only help you reduce your energy costs by up to 75%, but hose-proof hoods also provide increased protection from the ingress of water or chemicals used during intense, regular washdowns. The hood design of the Blue e+ also helps reduce the likelihood of liquid pooling, which can be a breeding ground for bacteria and contamination.
What’s more, our air-to-water heat exchangers come standard with a 30° angled roof design, water-resistant and joint-free seals, water connection flexibility, and smooth external surfaces to reduce dust buildup, which is a common challenge in food and beverage facilities that process nuts that are used in dairy and meat-free products.
Not only can Rittal help food and beverage manufacturers think outside the box when it comes to designing automation systems for food and beverage facilities, but our enclosure cooling units are designed to help food and beverages companies adopt a more energy-conscious approach to manufacturing while also optimizing their processes.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
In the dynamic realm of machine building, every component plays a crucial role in ensuring optimal performance, safety, and efficiency. One such indispensable component is the circuit breaker, which acts as the guardian of electrical systems. Eaton, a global leader in power management solutions, has taken circuit breaker technology to the next level with their groundbreaking Power Defense series. In this blog, we will delve into the exceptional features and benefits of Eaton’s Power Defense Circuit Breaker, exploring how it’s set to revolutionize the landscape of machine building.
The Power of Innovation
Eaton’s Power Defense Circuit Breaker stands as a testament to the company’s dedication to innovation and excellence. With its advanced technological features, it addresses the evolving needs of machine builders by ensuring reliability, safety, and efficiency like never before.
PROTECTED Arc flash reduction
CONNECTED Built-in communications
GLOBAL IEC / CCC / UL / CSA
**1. Enhanced Reliability
Machine builders understand the critical nature of uninterrupted operations. The Power Defense Circuit Breaker boasts state-of-the-art technology that significantly reduces the risk of nuisance tripping. This is achieved through intelligent and adaptive algorithms that accurately predict potential faults, allowing the circuit breaker to distinguish between genuine faults and transient disturbances. By minimizing false trips, machine builders can expect enhanced reliability, reduced downtime, and increased productivity.
**2. Smart Connectivity
The Power Defense Circuit Breaker is not just a hardware marvel; it’s also a smart solution. Integrated with IoT capabilities, it enables remote monitoring and real-time diagnostics. This empowers machine builders to monitor the health and status of the circuit breaker from a centralized location, optimizing maintenance schedules and minimizing the need for manual intervention.Such connectivity paves the way for predictive maintenance, enabling proactive measures that prevent potential issues before they disrupt operations.
**3. Adaptive Protection
The machine-building landscape is characterized by diverse and dynamic applications, each with its unique power requirements. The Power Defense Circuit Breaker’s adaptive protection mechanism caters to this versatility. It dynamically adjusts its tripping characteristics based on load conditions, ensuring optimal protection without compromising operational efficiency. This adaptability translates to reduced wear and tear on equipment, longer component lifespan, and ultimately, cost savings.
**4. Compact Design
Space constraints are a common challenge in machine design. Eaton’s Power Defense Circuit Breaker addresses this concern with its compact yet robust design. By incorporating cutting-edge materials and engineering techniques, the circuit breaker offers high breaking capacity in a reduced footprint. This not only optimizes panel space but also allows for more efficient heat dissipation, enhancing the overall system’s performance and longevity.
**5. Customization Options
No two machine-building projects are identical. Recognizing this diversity, the Power Defense Circuit Breaker comes with a range of customization options. Whether it’s adjusting trip settings, integrating additional communication protocols, or incorporating specialized protection functions, Eaton’s solution can be tailored to match the unique requirements of each machine builder’s application.
Conclusion
Eaton’s Power Defense Circuit Breaker is a game-changer for machine builders, ushering in a new era of reliability, efficiency, and safety. With its innovative features such as enhanced reliability, smart connectivity, adaptive protection, compact design, and customization options, this circuit breaker is set to redefine the way machines are built and operated. As machine builders embrace this cutting-edge technology, they can look forward to streamlined operations, reduced downtime, and increased profitability. With Eaton’s Power Defense Circuit Breaker, the future of machine building is brighter than ever before.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.