Usefully combining automation and IT is not only typical of Industry 4.0. In the engineering of measuring and testing machines, open interfaces also unleash great potential for efficiency. With the aid of National Instruments’ LabVIEW graphic programming environment and Open Core Engineering, they can now be modelled and automated in an integrated manner without creating a separate PLC code. The effect: a significantly quicker time to market!
Why complicate things if they can be actually be done simply
The idea of precisely modeling customer-specific measuring and testing machines without having to acquire and coordinate an additional PLC programmer is very attractive to many manufacturers. That’s because, until now, they had to program I/O queries and axis motions separately and transfer them into a joint machine program throughout all the development phases. An irksome and time-consuming task, which introduces additional sources of errors. However, this cost and quality-related factor can be minimized if the development environment communicates directly with the control core.

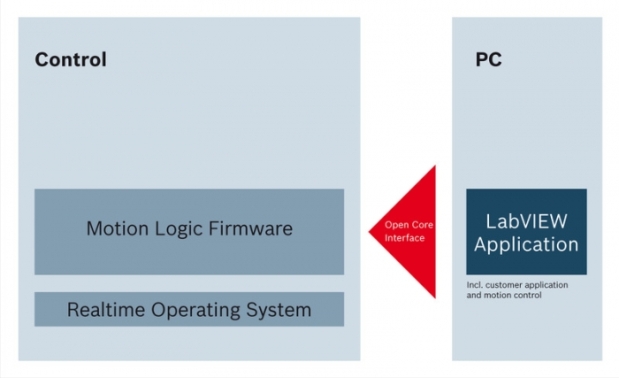
Modeling measuring and testing machines without additional PLC programming: in National Instruments’ LabVIEW programming environment, manufacturers can execute the motion sequences as well as measuring and testing tasks. The Open Core Interface acts as an open interface between the control system and the PC.
Parameterizing instead of programming
National Instruments’ LabVIEW graphic programming environment, which is widely used in the measuring and testing machines field, satisfies this requirement by supporting Bosch Rexroth’s Open Core Interface. Development engineers therefore get direct access to the control functions via their usual interface. Device drivers and functions can consequently be quickly and simply selected as graphic modules (Virtual Instruments) and then only need to be parameterized. This also speeds up commissioning. This is because, in addition to the measuring and testing applications, the full machine workflow can now be mapped in LabVIEW, and consequently in a joint project. There’s no need for the PLC code to be written in parallel and continually coordinated.
Reduced engineering workload: Since LabVIEW supports Bosch Rexroth’s Open Core Interface, machine developers no longer have to work in two environments. The axis motions can also now be produced directly in LabVIEW.
Over 550 VIs to be parameterized
With its Open Core Interface, Bosch Rexroth has established the basis for not only the graphic LabVIEW language but also other modern high-level languages, software solutions from the simulation and model-based engineering fields, and open i4.0 standards such as OPC-UA being able to access control functions directly. The seamless integration in the respective programming environment is achieved by using a software development kit (SDK). In the case of LabVIEW, it contains more than 550 Virtual Instruments (VIs). They control the connection set up (ApiLib), access to direct motion commands (MotionLib), and access to the control system (SytemLib) or the drive and control parameters (ParameterLib) among other things. They are clearly structured in function libraries and they can be simply dragged & dropped into the project and then parameterized.

Motion PLC, drive and control functions: The LabVIEW SDK contains eight libraries with over 550 additional Virtual Instruments.
Fully fledged HMI for M2M communication
Both the “front panel” and “block diagram” programming windows that are typical of LabIEW now form a fully fledged user interface for man-machine communication. The block diagram shows the flow logic in the form of VIs and links, and all the control and display elements appear in the front panel, e.g. buttons, switches or graphical displays. So direct operation of the machine is also possible. For instance, in order to move an axis, the programmer simply activates the corresponding VI. The SDK provides numerous example projects illustrating the initial steps. The HMI templates that they contain can be quickly adapted to the respective requirements.
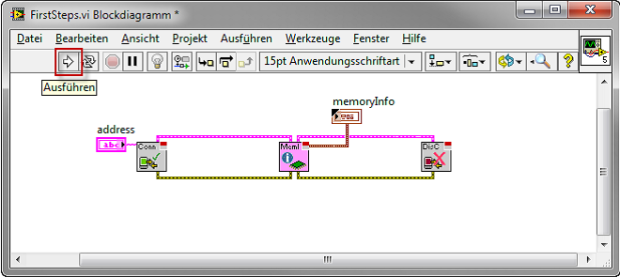 Simple block diagram: In this example, the logically linked Virtual Instruments read a value from the control unit.
Simple block diagram: In this example, the logically linked Virtual Instruments read a value from the control unit.
Force measurement practical example
Force measurements are by far the most common form of test task. Including handling tasks, an estimated 90 to 95 percent of all measuring and testing tasks can in practice be carried out just by using LabVIEW. Here’s an example of the monitoring of a joining process:
A DIN 625 industrial bearing is to be pressed into a tolerance ring in a controlled manner. In order to control the linear axis motion, measure the pressing force and compare it with the tolerance range, the programmer divides the project into five steps: Connect, move (axes into position), start force control and measuring, measurement completed, and retract axis. The programming takes place purely in LabVIEW with the aid of self-explanatory VIs such as “Standstill”, “MoveVelocity”, “Continuous Motion” or “Stop”. The VIs are linked by connections in the graphical user interface and are activated and deactivated via target and transfer values such as “TRUE” and “FALSE”.
 Quick access to the desired operating interfaces: The SDK for LabVIEW comes with lots of example projects in which the HMI can be quickly and easily adjusted.
Quick access to the desired operating interfaces: The SDK for LabVIEW comes with lots of example projects in which the HMI can be quickly and easily adjusted.
Complete control set from a single source
In addition to pure modeling and programming in LabVIEW, as a system manufacturer Bosch Rexroth provides even more ways of increasing engineering efficiency. In the practical example shown for instance, the press-fit procedure is carried out via an energy-efficient electromechanical cylinder (EMC) with an integrated force sensor and drive. In combination with an IndraControl XM control this produces a fast, higher-level control loop in which the mechanical and electrical components work together optimally with short cycle times of 250 µs. The test system is quick to set up so it can precisely control the force moments which arise, run at constant speeds and position the work piece in a highly dynamic, flexible and precise manner depending on the requirements. A Bosch Rexroth linear motion technology tolerance ring is used as a frictionally engaged connection element for the insertion of the bearing.
Quicker to market due to large time savings
With the aid of LabVIEW and the Open Core Interface technology, together with Bosch Rexroth’s modern automation solutions, precise movements can be carried out in measuring and testing machines even without any PLC programming – including interfaces, handshakes and synchronization. For users this results in an enormous saving of time, especially since troubleshooting can also concentrate on one instead of two programming environments. This considerable time saving enables manufacturers of measuring and testing machines to bring innovative and complex products to market much more quickly and also inexpensively than before – but without compromising on quality.
![]()
CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
