Manufacturers of modern energy storage systems are faced with the challenge of developing high-quality batteries offering better performance and marketing them in large numbers in the short term. How can automation help when it comes to producing various models and batch sizes not only quickly and flexibly but also in an economical and environmentally friendly manner?
Electric cars, digital mobile devices, decentralized energy storage systems for wind or solar power: in the coming decade, demand for battery cells will increase dramatically. According to the Fraunhofer ISI’s recently published “Energy storage roadmap”, cell production capacities at European plants will have to increase to several hundred GWh by 2030 in order to meet demand in Europe. Manufacturers are in a race against time and must find ways of getting newly developed battery solutions onto the market in large quantities much more quickly.
Mass production with a high level of flexibility
Because the development of more powerful energy storage systems follows short evolution cycles, it must also be possible to adapt production processes quickly. Process and product improvements identified in the laboratory should be adopted in production immediately. How do the various automation partners cope with these requirements? How do they intend to reduce operating costs while ensuring optimum material and product quality and at the same time taking into account important sector issues such as energy efficiency and the use of resources? To achieve these aims in a convincing manner, they must look at all sub-processes involved in battery production – something that requires a broad knowledge of automation given their specific requirements.

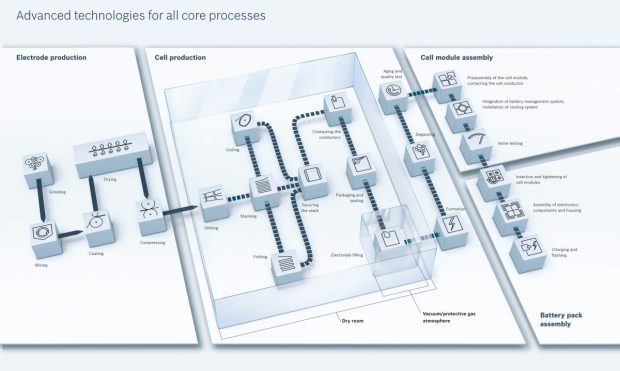
Layout of a battery production facility. Each individual step requires a great deal of highly efficient, flexible automation technology.
High-speed coating of electrodes…
Rechargeable battery cells are manufactured in a variety of forms. Regardless of whether they are cylindrical, prismatic or in the form of a pouch cell, each new generation has specific production and automation requirements. In an effort to achieve greater capacity in an even smaller space, the electrode foils wrapped or folded inside them are becoming increasingly thin and their coating increasingly thick. Highly precise web handling is needed in order to achieve the process speed needed for mass production but without impairing quality. This in turn requires specific functions such as those provided by the Motion Logic Control (MLC) control software from Bosch Rexroth with its libraries. The system is based on the embedded control system XM and allows motion tasks with over 200 distributed axes with sub-micrometer accuracy. Easily parameterizable control algorithms such as speed, force and travel control together with synchronization allow quick engineering with minimal programming work.


Coating places huge demands on the production system as it has a significant influence over the properties, operating life and energy density of a battery.
… and structuring
As part of the high-precision roll-to-roll process, the two electrodes along with two separators are combined to produce a sandwich structure and, in the case of cylindrical batteries, are formed into a roll. For prismatic cells, they must be accurately stamped or cut using a laser and then stacked flat or folded in the form of a Z. In order to manufacture pouch cells, the electrode sections must be accurately cut, stacked and then welded. Because the stacking and welding are relatively time-consuming processes, they often lead to inconvenient delays in the overall process.




Production steps for various cell types requiring highly efficient roll-to-roll processes and flexible transport systems to prevent bottlenecks.
Flexible transport prevents bottlenecks
In order to prevent bottlenecks when manufacturing batteries, displays and other electronic products, Bosch Rexroth has developed the Flexible Transport System FTS. It is dimensioned according to the mass to be transported and transports the individual workpiece carriers independently of one another from station to station. As a result, maximum acceleration is possible at all times. The multi-product system can take on exact positioning tasks at the same time. Thanks to a more flexible layout, more time-consuming processes can be carried out in parallel, thus doubling productivity. With these new possibilities, the production of notebook and smartphone batteries could be increased by almost 200 percent without impairing the time to market.
With the Flexible Transport System (FTS), Bosch Rexroth prevents typical bottlenecks in battery, display and electronic production.
Producing battery packs quickly and stably
Before it is closed and sealed, the battery needs to be filled with electrolyte. It should be as full as possible so that only minimal spaces remain in the separator foam. Because the liquid is toxic, the process must be completed quickly in order to avoid contaminating the environment. The individual battery cells are then combined to form modules. Automated systems are also used to produce the housings for the battery packs in large numbers and with minimal waste. Solutions such as the IoT Gateway from Bosch Rexroth which collect sensor and control data and passes them on to cloud platforms or on-premises solutions for analysis and evaluation are ideal for monitoring process stability and making continual improvements.
Highly efficient, flexible module production
A typical battery pack is made up of several cells and a management/cooling system. In order for manufacturers to adapt their existing production lines quickly in the event of product changes or to react to changing batch sizes, they should standardize automation and handling and at the same time ensure adequate flexibility. Once again, the flexible FTS transport system is an option here. Thanks to its scalability for products weighing anything from 1 g to 2,000 kg, it is suitable even for large vehicle batteries.
Green processes: efficient energy use
As an automation provider with expertise in a range of technologies and the ability to collect and analyze data from machines and systems quickly and easily, Bosch Rexroth helps machine manufacturers when it comes to green processes too. When used in battery production, the Rexroth 4EE (Rexroth for Energy Efficiency) system helps to increase productivity while conserving resources, cutting emissions and reducing operating costs. This is possible thanks to four levers which work throughout the life cycle:

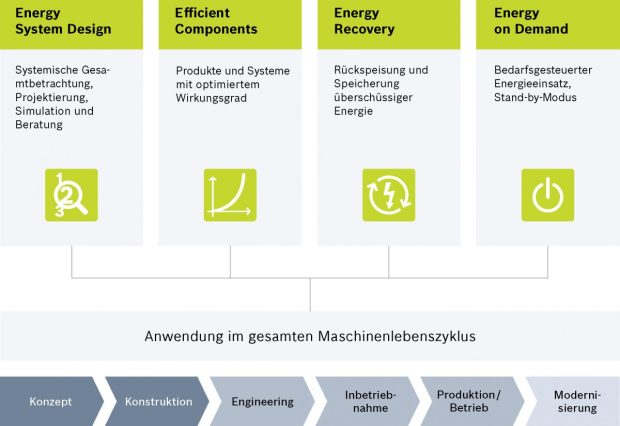
Rexroth 4EE: The holistic view of machines and systems over their entire life cycle allows energy consumption, emissions and operating costs to be reduced sustainably while increasing productivity.
Productivity requirements demand full expertise
In spite of the various challenges in battery production, the situation from the point of view of an experienced automation partner is not new. The experts from Bosch Rexroth have already helped companies in the solar, photovoltaic and semiconductor industries to cope with the changes in their sectors and can therefore offer users and machine manufacturers competent advice. Over 20 years’ expertise from the printing industry has gone into the company’s roll-to-roll solutions. Open Core Engineering which allows the simulation and virtual commissioning of new automation solutions also plays a key role in reducing the time to market. Bosch Rexroth relies on open standards such as OPC UA in order to continually improve processes and provide condition-based maintenance. With innovative system solutions such as the FTS, global service and an international network of machine manufacturers, the basis for quick and lasting success in the market is already in place.
![]() CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.





 Powerlink, Profibus
Powerlink, Profibus Multi -zone tension control
Multi -zone tension control