Rittal has set a new standard with the LED compact system light. The innovative LED technology shines into every corner of industrial enclosures, from the roof to the floor. No other enclosure light on the market today provides the lumen power…up to three times the luminous flux of the next closest competitor.
Rittal accomplishes this with intelligent lighting tailored to the geometry of the enclosure. Light is dispersed through a special optical cover with Fresnel structure, in two designs for precise lighting. The cover rotates easily, for adaptive light distribution. With enormous intensity, from 900 to 1200 lumens, the light provides brilliant illumination.
The LED system light matches the footprint of fluorescent lighting on the market, and simplifies specification requirements for the market. It is low maintenance and easy on energy as well.
Rotating connectors support installation, even in the most confined spaces. With a swivel option, the light direction can be changed to spot-illuminate any part of the enclosure. Through-wiring is plug and play, and it can be additionally equipped with a socket for available electricity wherever it’s needed for maintenance work. Daisy chain multiple units, up to 15 direct wire or 10 with socket. Variants with integral motion detectors eliminate the need for installing separate door-operated switches.
The LED Compact lighting is safe, with an extra-low voltage range. As with all Rittal products, the product matches global standards, and the LED system light is suitable for wide range voltage from 100-240 V (AC) and 24 V (DC). It is fully certified by E76083 requirements.
Rittal makes installation simple. It is perfectly integrated to the TS 8. Fast, tool-free assembly on a latching hook system uses a 25 mm pitch pattern of holes to simply latch and secure. Optional screw-fastening is also available, or opt for complete flexibility with magnetic attachment to freely position the light anywhere in the enclosure.
The light may be fitted horizontally or vertically with no loss of space in the enclosure. Existing rails and sections can simply be covered. Lights with motion detectors are equipped with a rotating LED board as standard, allowing the direction of the light to be perfectly adapted to any installation situation.
The newly released LED system light brings optimum illumination of the entire enclosure. It can be attached a variety of ways: with clip, screw or magnet for a configuration to brighten every application. It can be installed in just two minutes, and the cable connection rotates a full 90°, not just in one direction like other lights.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Working among the electrical components in an enclosure comes with inherent risks. The power in any one enclosure can range from 2kw up to 200kw depending on the power density. One of the most common and dangerous risk is an arc flash (or flashover).
When an explosive release of energy erupts from a phase-to-phase or phase-to-ground arc fault the results range from devastating to deadly. This air to ground electrical explosion is a critical concern for engineers and managers who are charged with the safety of their employees.
The Destructive Force of an Arc Flash
The dangers from an arc flash are all too well known. Five to 10 of these accidents occur every day in the United States. When metal expands and vaporizes at the fault, it causes extreme heating of the air, upwards of 10,000°C/18,032°F. The concussive pressure wave can knock personnel off their feet, the ultraviolet light flash can cause blindness, the sound blast, deafness and the molten metal and heat can cause second and third degree burns. The specific death toll has been estimated to be up to 1-2 people per day worldwide.
An arc flash can be the result of unsafe work procedures, accidental contact or more systemic problems such as corrosion of components and connections or insulation failure. Arc flash prevention should be incorporated into any application from the beginning of the design process.
Minimizing Arc Flash Exposure
Design and retrofit approaches can limit exposure by using components installed outside the enclosure to permit qualified personnel in personal protective equipment (PPE) to service equipment inside without opening the enclosure door. Interface flaps and window kits permit data retrieval, equipment monitoring or routine maintenance to be performed from outside. Collapsible fold down shelves be raised for use with laptops and monitoring equipment. External data pockets can hold wiring diagrams, operation manuals and other documents.
Rittal and Arc Flash Protection
Sometimes components must be accessed from inside the enclosure. Rittal’s arc flash solution is designed to keep high and low voltage equipment within the confines of their own respective enclosures. Low voltage enclosures house equipment that is used for programming, data acquisition and system adjustment.
High voltage components are isolated within their own disconnect enclosure, while line side power is segregated within the power isolation enclosure. A partition wall acts as a barrier to high voltage line side power. Rittal’s interlocking door system ensures that the high voltage enclosure cannot be opened while the disconnect switch is in “ON” position.
For additional safety, all interlocked doors and master door must be closed in order to re-energize the enclosure. This removes potential for accidental contact with the inline power when the disconnect enclosure is put in a safe power-off position, and locked and tagged out.
Minimizing exposure to line side power can help protect personnel from accidents. A qualified person wearing PPE and following appropriate safe work practices can perform visual inspections and tasks, such as diagnosis, testing, troubleshooting and voltage measurement with the door open even when the main enclosure is energized.
Rittal offers an unlimited choice of low-voltage and high-voltage enclosure combinations. More important than saving down time caused by having to power down the whole system to service, the Rittal arc flash solution helps to decrease the risk personnel being exposed to arc flash-related injuries.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
IO-Link has become synonymous with the term “distributed modular I/O”. We know it is universal, smart, and easy, but what exactly is IO-Link? In a nutshell, by utilizing a standard sensor cable, the IO-Link slave device speaks point to point with an IO-Link master. The IO-Link master then combines the data with other IO-Link slave devices and communicates over an industrial network or backplane to the controller. In other words, it can be compared to a simple USB connection: for the most part, any USB device will work in any USB port, as long as the manufacturers of both devices have played by the rules when making the devices.
With that being said, here are three things to know about IO-Link:
Cable Type and Length
Cable runs between master and slave can be up to 20 meters in length and typically utilize standard automation cables. Most cables, but not all, are M12 A-coded, unshielded, 3 or 4-conductor DC sensor cables.
Star Architecture
Since IO-Link utilizes a point-to-point serial communication, Star Topology is the only device architecture that can be constructed.
Port Class A vs Port Class B Devices
While most devices utilize IO-Link port Class A, output devices like valves are now being offered as IO-Link port Class B. Be sure to know if the master and/or slaves are Class A or Class B type ports. Most Balluff devices are IO-Link port Class A.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Applications where sensor contact is unavoidable are some of the most challenging to solve. Metal forming processes involving over travel can also damage or even destroy a sensor causing failure and expensive unplanned downtime. Manufacturers often try to remedy this with in-house manufactured spring loaded out-feed mechanisms but those are expensive to make by experienced tool and die personnel who have more important things to do . Over the years, I’ve seen this as a pervasive problem in the stamping industry. Many of these issues can be solved with the use of a simple yet effective sensor actuator system known as a Balluff PlungerProx.
PlungerProx solves a few key issues in Progressive stamping:
The flexible trigger/actuation point is fully adjustable to meet sensitive or less sensitive activation points, not possible with “fixed” systems with substantial “over travel” built into the design.
It is fully self-contained (minimizing any risk of sensor damage and resulting unplanned machine down time).
The device can be disassembled and rapidly cleaned, reassembled, and placed back in service in the event that die lube or other industrial fluids enter the M18 body that can potentially congeal during shut down periods.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Hardly a day passes by where we are not contacted by a desperate end-user or equipment manufacturer seeking assistance with a situation of sensors failing at an unacceptably high rate. Once we get down to the root cause of the failures, in almost every case it’s a situation where the specific sensors are being applied in a manner which all but guarantees premature failure.
Not all sensors are created equal. Some are intentionally designed for light-duty applications where the emphasis is more on economical cost rather than the ability to survive in rough service conditions. Other sensors are specifically designed to meet particular challenges of the application environment and as a result may carry a higher initial price.
Some things to think about when choosing a sensor for a new application:
What kind of environmental conditions will the sensor be exposed to? For example:
Exposure to outdoor conditions of UV sunlight, rain, ice, temperature swings, and condensing humidity
Is it possible to relocate the sensor to move it away from the difficult condition?
Is the sensor technology the best choice given the kind of application environment that it must operate in?
Is there a way to protect the sensor from exposure to the worst of the damaging effects?
When you reach for a catalog or jump on the internet to look for a sensor, it’s a good practice to just stop a moment first and make a list of the environmental challenges that the sensor could face. Then you will be prepared to make an appropriate selection that best meets your expected application conditions.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Guest contributor; Dr. Steffen Haack, Bosch Rexroth AG
When it comes to progress in linear motion technology, one thing is immediately clear: linear guides and systems move increasingly larger loads more regularly and with increasingly higher positioning accuracy and repeatability. Anyone with an understanding of the interplay between the drive technologies will know the potential resulting from it.
Through a combination of electrics, sensors and software, linear motion technology makes a crucial contribution for integrated factory. Here are the five trends that support intelligent linear motion technology in practice:
Figure 1: Modularization and flexibility
Ready-to-install electromechanical cylinders combine mechanics with the flexibility of electric drives. A software command to the electric drive and the cylinder move them to any position and carry out complicated movement profiles. Without an additional position measuring system, they can achieve repeatability of up to ± 0.01 mm. Load measuring pins transmit the values analogously to the electric drive or the control and enable a decentralized process management.
If the precision requirements are high but the environment conditions are rough, conventional measuring systems soon reach their limits. Absolute measuring systems integrated into ball rail and roller rail systems detect the absolute position of the axis with a resolution of 0.025 μm. They immediately recognize the absolute position of the axis when the machine is switched on and report it to the controller without carrying out a reference run. In addition, modern systems do not require buffer batteries that need to be replaced regularly.
Sensors measure temperature peaks and vibrations. This data forms the basis for future approaches to predictive maintenance. However, it is only significant if it is compared with life cycle models. In load tests, the newly developed runner blocks have demonstrated twice the service life through increased load capacities with the same size. Together with the detected operating conditions and predictive maintenance, they significantly increase the availability of machines and systems.
Figure 4: Digitally supported commissioning
Previously, an experienced technician could easily have spent twenty minutes commissioning a linear axis. With the new mechatronic linear axes and actuators, the commissioning takes only three to five minutes. A digital assistant supports the application engineer with this. The technician only has to enter a few pieces of axis-specific data and can then immediately program or parameterize the drive. In the future, this functionality will automatically be available via the QR code.
Figure 5: Digital engineering for secure and quick dimensioning
More and more engineering departments are changing to integrated digital workflows. With selection guides or sizing tools, design engineers find the correct linear motion technology components and mechatronic systems through intuitive user guidance, which can even be application-specifically configured. The electronically generated data are then integrated directly into the digital construction model and enables the virtual simulation of complex machine movements, for example.
Do you have questions about this post? Please contact us:
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Todd Sharp, Motion Control Sales Manager, CMA/Flodyne/Hydradyne
CMA/Flodyne/Hydradyne is a leader in the design and commission of drive and control
systems for our customers for over 30 years, and one question that we often hear is “Why is Rexroth the best?” There are many brands competing for the drive and control market, and here at CMAFH, we have working experience with most if not all of them. Our engineers program, repair and upgrade many of the brands of control systems, and we have the ability to integrate any brand into our custom projects at our customer’s request. Having specialized in Bosch Rexroth products for many years, we understand the unique strengths of the product line.
Rexroth drives and controls can be differentiated from competing brands in four very distinct ways.
1. Product Breadth
The IndraDrive product family spans the power range from 100W to 4MW. This product family can operate as an open loop frequency drive/sensor less vector drive up to a multi-axis integrated motion and logic controller that can be either stand alone or drive resident. The IndraDrive product family also includes a cabinet free drive integrated motor. This entire IndraDrive product family is supported by the same software.
Power range from 100W to 4MW
Range of technology from open loop V/F and sensor-less vector control to multi-axis integrated motion and logic control
Integrated motion and logic control – controller or drive resident
Cabinet free drive integrated motor
2. Connectivity
Rexroth’s drive and control platform supports all common communication buses including Ethernet I/P, EtherCAT, Profinet, SERCOS, CANopen, Powerlink, Profibus.
We can control 3rd party motors regardless of brand or type, and we can operate all common feedback types including TTL, 1vpp, Endat, Hiperface, SSI, resolver. Our drives are available with a 2nd encoder input with a 1MHZ input frequency. Our control supports all common machine programming languages like ladder, FB, ST, IL… plus all common IT and engineering languages like C#, C++, Java, Labview, Matlab.
Supports all common communication buses including, Ethernet I/P, EtherCAT, ProfiNet, SERCOS, CANopen, Powerlink, Profibus
Controls all 3rd party motors regardless of brand or technology type
Operates all common feedback types (TTL, 1vpp, ENDAT, Hiperface, SSI, resolver) with drive based second encoder input with up to 1MHZ input frequency
Supports all common machine programming languages (ladder, FB, structured text, instruction list) plus all common IT and engineering type languages like C#, C++, Java, Labview, Matlab
3. Functionality
Whether it’s drive or controller based, Rexroth offers multi-zone tension control, vibration dampening/anti-slosh control, high speed registration control, advanced electronic camming and hydraulic control. We also support zoned safety control with safe torque off and full safe motion; controller or drive based. Yes, drive based safe motion control!
Multi -zone tension control
Vibration dampening/anti-slosh control
High speed registration control
Advanced electronic camming
Supports all common hydraulic functions
Integrated safe torque off and safe motion control
4. Support
Rexroth designs, engineers and manufactures all products they sell. All are standard and sold throughout the world. In the US, hundreds of local high-tech distributors are Rexroth trained and certified to provide full sales, service and application support. Additionally, Rexroth maintains sales, service and application support facilities in every region of the US, plus scores more globally.
All products are standard and sold throughout the world
Bosch Rexroth maintains sales, service and application support facilities in every region of the US and scores more globally
In the US hundreds of local high-tech distributors are Rexroth trained and certified to provide additional sales, service and application support
Do you have questions about this post? Please contact us:
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Guest contributor: Richard Meyerhoefer, Delta Computer Systems
Fastener stamping machine output triples after tuning the motion with a solution from Delta Computer Systems.
Improving the productivity of a manufacturing process by speeding up the operation of an old machine can be very difficult, driving plant managers to purchase new equipment. It’s often possible, however, to replace the control system, maintaining the old mechanics, and get the performance of a new machine for much lower cost. Hydraulics distributor CMA/Flodyne/Hydradyne (CMAFH) of Hanover Park, Illinois, recently assisted in such an upgrade for a manufacturer of fastening components. The machine was a press used to imprint patterns on the surface of metal fasteners with a punch that fits into the bottom of a 4″ bore hydraulic cylinder (Figure 1). As the punch comes down it reshapes the top of the fastener and its edges to provide a locking feature.
Motion controller selection
Figure 1. Diagram showing motion controller connections in the fastener press machine
In the past, the manufacturer used a programmable logic controller (PLC) to operate a two-position, bang-bang valve to drive the cylinder, but company engineers found imprecise results that limited production to around 60-to-70 parts per minute. As a result, the company moved to a proportional valve and closed-loop controller that operated the valve based on cylinder position/acceleration. The controller would open the valve quickly and then back off the valve as the cylinder got closer to making contact with the fastener. This method enabled an increase in production to approximately 140 parts per minute. But to meet competitive pressures, company managers demanded the rate be increased, driving the need for a new electro-hydraulic motion controller.
Company engineers called CMAFH, with whom they had worked on automation solutions for more than 20 years, to recommend a new controller for the company’s old bang-bang machine.
Hooking up the controller
The Delta RMC75E motion controller (Figure 2), recommended by CMAFH engineering manager Norman Dziedzic, accurately controls position and force, to control acceleration with more precision than the closed-loop controller previously used. Dziedzic programmed the motion controller to move the cylinder to a predetermined position while monitoring the force being applied by the punch. When the force reaches a particular value, the controller is switched to force control mode to ensure that adequate force is ultimately applied to the fastener. The old closed-loop control system used position control only, with some input from a load cell within the tool to verify that a certain minimum force was applied to the part.
“The Delta controller operates similar to that, but is easier to control,” says Richard Mellor, engineer at the fastener company. Every motion step made by the other controller was initiated by the PLC, and there was lag time in passing position information. “The beauty of the Delta controller is that the motion program now resides in the controller,” Mellor adds.
Now, the PLC just does overall machine control, triggering the Delta RMC to press the part at the appropriate time. When the pressing operation is complete, the Delta controller knows, based on the position and force ranges inputted to the controller, whether the pressed part is a good part or a bad one, and notifies the PLC. The Delta RMC75E gets cylinder position feedback from a linear magnetostrictive displacement transducer (LMDT) via a synchronous serial interface (SSI) to the controller. To measure force, the system uses a fatigue-rated (rugged) force transducer (shown in Figure 1).
Programming, tuning
Figure 2. The Delta RMC75E motion controller can control up to two motion axes simultaneously
Dziedzic set up the motion program initially, and he fine-tuned the loop parameters working with a fastener company engineer. The two also developed the code to implement quality testing of the finished parts.
“I find the Delta very easy to program, but I have 30 years in as a controls engineer. If you’ve had anything to do with PLC or message display packages, it’s relatively intuitive to find your way around,” Mellor says
For tuning the motion, Dziedzic relied heavily on Delta Computer Systems’ Plot Manager software, which allows an engineer to view multiple key motion parameters versus time on a single graph (Figure 3). The plot shows three press cycles, where the red curve is the actual position of the press cylinder, the blue curve is the actual velocity of the cylinder, and the force being applied by the die to the work piece is shown by the black line. The cyan line is the target cylinder position. When the motion system is perfectly tuned, the actual cylinder position curve overlaps the target position, indicating that any positioning error caused by the mechanical aspects of the system – for example, the compressibility of the fluid or the friction of the moving parts – has been compensated for by the control algorithm. In Figure 3, the flat yellow line indicates the command force which must be applied to the part to make the press operation successful. The circle marked A highlights the point in time when the actual position (red line) begins to deviate from the target position (cyan line) as the tool comes into contact with the part. This is also when the force (black line) begins to climb. Then, at point B, the change in actual velocity (blue curve) shows force control taking over from position control. Area C in the plot shows when the actual force meets the target command force to signal a successful operation. Area D shows harmless motion transients that are caused by retracting the cylinder quickly to prepare for pressing the next part.
Using the Plot Manager, motion characteristics that occur too quickly to be visible to the naked eye can be analyzed and corrected if necessary, enabling the manufacturing process to be accelerated.
Results
Figure 3. Delta’s RMCTools plot Manager software shows axis position and force versus time, enabling precise tuning of the motion.
One of the fastener company’s other key requirements on the controller upgrade project was to provide a means of accessing process data using the controller in order to do a pass/fail test on the finished parts.
“We track final position reached and maximum force achieved,” Dziedzic says. Previously, the company needed an external analog device to do this. Now, the Delta RMC75E eliminates this need by making process parameters available for the PLC to read directly over Ethernet. “The fact that the Delta controller can do this in addition to controlling the cylinder provides a huge benefit to them.”
“We have been very happy with the performance increase we have gotten with the Delta motion controller,” Mellor adds. “Even if we hadn’t gotten the performance, Delta’s ease of use in system setup and tuning would have made the difference.”
With the Delta RMC75E controlling the operation of the cylinder, the machine can now process up to 180 fasteners per minute.
“We can move faster because we have more control over the proportional valve, yielding tighter control loops and better control of the gain in the system,” Mellor says.
Another advantage of using the Delta RMC is operation repeatability; the controller is able to control the force exerted in each cycle to a tolerance of ±40 lb out of 10,000 lb applied.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Tabletop automation is a trend that is gaining momentum, especially in the fields of medical laboratory automation and 3D printing. Both of these applications demand a level of linear positioning accuracy and speed that might suggest a servomotor as a solution, but market-driven cost constraints put most servos out of financial consideration. New advances in stepper motor design, including higher torque, higher power ratings, and the availability of closed-loop operation via integrated motor encoder feedback are enabling steppers to expand their application envelope to include many tasks that formerly demanded a servo system.
Meeting the Demand for Even More Accurate, More Reliable Positioning
As tabletop automation development progresses, performance demands are increasing to the point that steppers systems may struggle to meet requirements. Fortunately, the addition of an external linear encoder for direct position feedback can enhance a stepper system to enable the expected level of reliable accuracy. An external linear encoder puts drive-mechanism non-linearity inside the control loop, meaning any deviations caused by drive component inaccuracy are automatically corrected and compensated by the overall closed-loop positioning system. In addition, the external linear encoder provides another level of assurance that the driven element has actually moved to the position indicated by the number of stepper pulses and/or the movement reported by the motor encoder. This prevents position errors due to stepper motor stalling, lost counts on the motor encoder, someone manually moving the mechanism against motor torque, or drive mechanism malfunction, i.e. broken drive belt or sheared/skipped gearing.
Incremental, Absolute, or Hybrid Encoder Signals
The position signals from the external encoder are typically incremental, meaning a digital quadrature square wave train of pulses that are counted by the controller. To find a position, the system must be “homed” to a reference position and then moved the required number of counts to reach the command position. The next move requires starting with the position at the last move and computing the differential move to the next command position. Absolute position signals, typically SSI (synchronous serial interface) provide a unique data value for each position. This position is available upon power-up…no homing movement is required and there is no need for a pulse counter. A recent innovation is the hybrid encoder, where the encoder reads absolute position from the scale, but outputs a quadrature incremental pulse train in response to position moves. The hybrid encoder (sometimes referred to as “absolute quadrature”) can be programmed to deliver a continuous burst of pulses corresponding to absolute position at power up, upon request from the controller, or both.
For more information about magnetic linear encoder systems, visit www.balluff.us.
Guest contributors: Gerrit Boysen and Mariam Coladonato, Phoenix Contact
High system availability is very important in process engineering, because ongoing processes must not be interrupted. A fence is a physical, easily identifiable safety measure to secure systems from unauthorized persons. In addition to such physical protections, implementing IT security practices is also becoming more important.
The current trend toward interconnectivity is driving the growing need for IT security in process engineering. Not only is there an increasing number of horizontal interconnections from one system to another, but also the field level is more connected to the office level. In addition, all levels are using more and more Ethernet components. The good news is that this interconnection increases efficiency and reduces costs. The downside of this, however, is that it also increases the risk that malicious software will quickly spread throughout all areas of a company.
In light of this information, process-engineering systems are repeatedly being threatened by new security gaps and a growing number of malicious programs. The computers and control systems used in industrial networks must have much more extensive protection from attacks, malicious software, and unauthorized access than they have so far (Figure 1).
Figure 1: The Process Analysis Center is protected by a firewall.
The security strategies used in conventional office IT, however, usually are not designed for industrial systems. Industrial networks require special protective measures. The IT systems used in production environments differ fundamentally from those used in office environments in four ways.
Patches cannot typically be applied to industrial systems
Industrial systems use special protocols such as OPC Classic, which are not used in the office world
Large systems can have structurally identical modular assemblies with identical IP addresses
Production systems often require different firewall rules and standards during maintenance and in the event of remote servicing
Office PCs usually have virus scanners that perform security updates at regular intervals. These measures do not normally work for industrial systems for a few reasons. Sometimes, the manufacturer of the operating systems or applications used in the industrial sector no longer provides security updates. In addition, test measures must be performed on industrial PCs before each operating system, antivirus software, or application update, and this cannot be done efficiently in terms of operation.
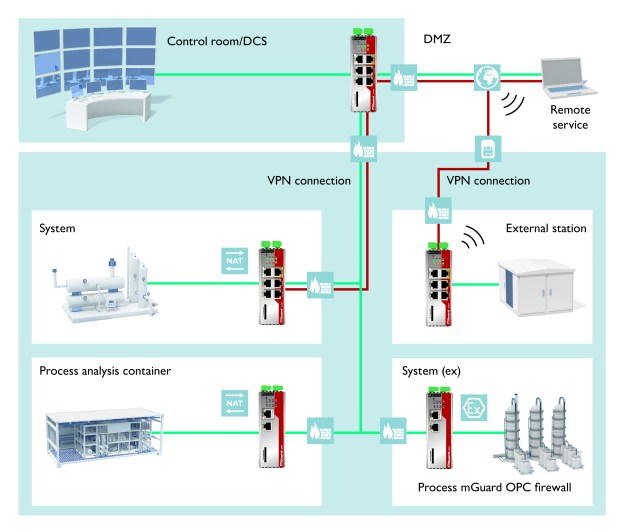
The use of specific industrial firewalls can protect these non-patchable systems against attacks from outside the network. To do this, hardware-based firewall appliances are connected between industrial PCs and outside networks. Another advantage of using external security hardware is that the system’s resources do not have to be used for security tasks (Figure 2).
Figure 2: Security example from the process industry.
Targeted restriction of network communications
With firewalls, the user can configure the protocols and ports that can be used to access the protected systems. This can prevent or at least limit the attempt of an attacker to gain access to the network through insecure ports. The Stateful Packet Inspection Firewall approach is an ideal way to manage these systems. This approach uses rules to filter incoming and outgoing data packets in both directions: from the outside to the protected internal network and vice versa. Based on the protocol, source addresses and ports and destination addresses and ports can be used to limit network communications selectively to a defined scope required for production. Here, the Connection Tracking function identifies the response packets on permitted connections and lets them through.
When selecting a suitable firewall, the engineer must ensure that the selected firewall understands any protocols used in the particular industry. Otherwise, reliable protection cannot be guaranteed. For example, office firewalls typically do not support industrial protocols such as OPC Classic, so they cannot provide appropriate protection for the application.
While conventional firewalls cannot reliably protect data traffic via OPC Classic, industrial variants – such as one with a license for OPC Inspector – can provide a suitable solution. The firewall checks the OPC Classic communications data packets and filters them precisely, based on Deep Packet Inspection. For this purpose, the Stateful Inspection principle is also applied to OPC Classic data. This means that the firewall identifies the port changes negotiated in the OPC Classic protocol and approves them dynamically. In this context, it inspects whether a port opened by OPC is used within a timeout period and whether the data traffic moving through this port corresponds to the OPC protocol. This method provides high-access security (Figure 3).
Figure 3: Deep Package Inspection in the OPC protocol.
Unique and clear mapping to virtual external networks
Complex production sequences are typically structured into networked, largely standalone cells. For an efficient design of the engineering, documentation, and cell operation, the use of identical IP addresses for all systems of a single type proves to be advantageous. If all communications are initiated from the internal cell networks, several identical systems can be connected with simple masquerading NAT (Network Address Translation) routers to the operator’s production network. If the higher level network also needs to establish a connection to the individual cell nodes, however, this solution is not sufficient, because the cell nodes cannot be addressed from the outside. In this case, the user requires a router that can map internal machine networks universally or selectively to unique virtual external networks using 1:1 NAT.
Because of this, an industrial firewall offers the so-called 1:1 NAT routing function, in addition to the pure NAT routing. OPC Inspector, mentioned above, allows this NAT function for the OPC Classic protocol. This sets it apart from conventional office firewalls and other industrial firewalls.
Event-controlled (de)activation of firewall rules
Different firewall rules and standards have advantages in different situations. This is because during production operation or maintenance and remote system servicing, different connections are allowed or forbidden. In practice, the user usually solves the problem by summarizing the various firewall requirements in a set of rules. This procedure inevitably lowers the level of security, because the firewall rules allow all connections required for the different operating states, even if they are not required for the current operation.
An industrial firewall solves the problem by implementing a Conditional Firewall. This function allows the firewall rules to be activated or deactivated depending on events. A variety of events – such as an externally connected button, switch, control window in a web interface, API command line, or establishing or disconnecting a VPN (Virtual Private Network) connection – can be selected to trigger a specific firewall rule (Figure 4).
Figure 4: Secure remote access to the system.
Summary
The requirements placed on a firewall in a production zone are different from those in the office world. Therefore, using an industrial firewall with a NAT function can support the individual, simple segmentation of networks. This allows the Defense-in-Depth concept based on the ISA-99 and IEC 62443 international standards to be implemented even in systems using the OPC Classic protocol.














 Powerlink, Profibus
Powerlink, Profibus Multi -zone tension control
Multi -zone tension control




 As tabletop automation development progresses, performance demands are increasing to the point that steppers systems may struggle to meet requirements. Fortunately, the addition of an external linear encoder for direct position feedback can enhance a stepper system to enable the expected level of reliable accuracy. An external linear encoder puts drive-mechanism non-linearity inside the control loop, meaning any deviations caused by drive component inaccuracy are automatically corrected and compensated by the overall closed-loop positioning system. In addition, the external linear encoder provides another level of assurance that the driven element has actually moved to the position indicated by the number of stepper pulses and/or the movement reported by the motor encoder. This prevents position errors due to stepper motor stalling, lost counts on the motor encoder, someone manually moving the mechanism against motor torque, or drive mechanism malfunction, i.e. broken drive belt or sheared/skipped gearing.
As tabletop automation development progresses, performance demands are increasing to the point that steppers systems may struggle to meet requirements. Fortunately, the addition of an external linear encoder for direct position feedback can enhance a stepper system to enable the expected level of reliable accuracy. An external linear encoder puts drive-mechanism non-linearity inside the control loop, meaning any deviations caused by drive component inaccuracy are automatically corrected and compensated by the overall closed-loop positioning system. In addition, the external linear encoder provides another level of assurance that the driven element has actually moved to the position indicated by the number of stepper pulses and/or the movement reported by the motor encoder. This prevents position errors due to stepper motor stalling, lost counts on the motor encoder, someone manually moving the mechanism against motor torque, or drive mechanism malfunction, i.e. broken drive belt or sheared/skipped gearing.