Guest Contributor: Tom Rosenberg, Balluff
Flexible manufacturing has never been easier or more cost effective to implement, even down to lot-size-one, now that IO-Link has become an accepted standard. Fixed control and buried information is no longer acceptable. Driven by the needs of IIoT and Industry 4.0, IO-Link provides the additional data that unlocks the flexibility in modern automation equipment, and it’s here now! As evidence, here are the top five examples of IO-Link enabled flexibility:
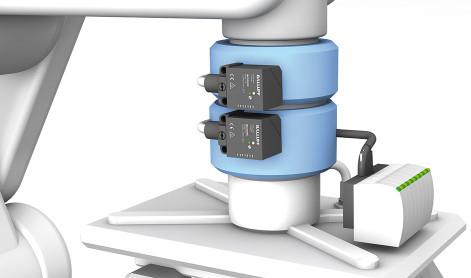
#5. Quick Change Tooling: The technology of inductive coupling connects standard IO-Link devices through an airgap. Change parts and End of Arm (EOA) tooling can quickly and reliably be changed and verified while maintaining connection with sensors and pneumatic valves. This is really cool technology…power through the air!
#4. On-the-fly Sensors Programming: Many sensor applications require new settings when the target changes, and the targets seem to always change. IO-Link enables this at minimal cost and very little time investment. It’s just built in.

#3. Flexible Indicator Lights: Detailed communication with the operators no long requires a traditional HMI. In our flexible world, information such as variable process data, timing indication, machine status, run states and change over verification can be displayed at the point of use. This represents endless creativity possibilities.

#2. Low cost RFID: Radio Frequency Identification (RFID) has been around for a while. But with the cost point of IO-Link, the applications have been rapidly climbing. From traditional manufacturing pallets to change-part tracking, the ease and cost effectiveness of RFID is at a record level. If you have ever thought about RFID, now is the time.

#1. Move Away from Discrete to Continuously Variable Sensors: Moving from discrete, on-off sensors to continuously variable sensors (like analog but better) opens up tremendous flexibility. This eliminates multiple discrete sensors or re-positioning of sensors. One sensor can handle multiple types and sizes of products with no cost penalty. IO-Link makes this more economical than traditional analog with much more information available. This could be the best technology shift since the move to Ethernet based I/O networks.

So #1 was the move to Continuously Variable sensors using IO-Link. But the term, “Continuously Variable” doesn’t just roll off the tongue. We have discrete and analog sensors, but what should we call these sensors? Let me know your thoughts!
To learn more about RFID and IO-Link technology, visit www.balluff.com.
![]() CMA/Flodyne/Hydradyne is an authorized Balluff distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
CMA/Flodyne/Hydradyne is an authorized Balluff distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.