Guest contributor: Andreas Günder, Bosch Rexoth
Optimum power, less installation space: Thanks to new intellectual and design approaches, compact hydraulic power units increase the economic efficiency of machine tools.
Powerful force in a very confined space
In the production world, hydraulics are firmly established. Machine tool manufacturers appreciate hydraulics for their high power density, toughness and modular design. In the lower performance range up to 4 kW, however, there are also some challenges. Since the installation space is often limited, designers and technical purchasers are constantly looking for increasingly compact solutions.
Installation space is valuable
The demand for compact hydraulic drives is not only due to the structurally limited flexibility regarding extensions, modernization measures and refittings but also due to the requirements regarding acquisition costs and assembly times or structural extensions of the working space with given machine dimensions. In addition to the level of integration of the functions, energy efficiency often plays an important role as well. Last but not least, many manufacturers are following the miniaturization trend. If workpieces become increasingly smaller, the moved mass of the machine tool has to be decreased accordingly.
“Installation space eaters” hydraulic power units
To reduce the installation space, solution manufacturers can start mainly with the following components: hydraulic power unit and control cabinet. When considering this split, it becomes evident that compact power units which are also easy to integrate require completely new design approaches to eliminate all features which waste unnecessary space in the performance spectrum up to 4 kW and to ensure that the units are still compatible with many different machine designs.
Highly integrated design approaches
The features of such innovative design concepts according to the EU Eco-Design Directive 2009/125/EC for example include a tank which is optimized for efficient degassing and reduces the oil volume by up to 80 percent. A much more decisive factor for gaining space is, however, that all functions can actually be integrated in one small power unit – from an economic variable-speed drive for demand-based power output to sensor technology with filling level, temperature, pressure and filter contamination sensors to a completely wired frequency converter.

Compact and ready for Industry 4.0
For the future viability of this approach with regard to Industry 4.0, a data interface is essential as well. Only with permanent condition monitoring can the operating conditions be optimized comfortably and relevant faults be detected early on. With this equipment, the user only has to connect the electric power, the data interface and the hydraulic supply during installation and the hydraulic power unit is ready for operation
New cooling with heatpipe
So-called “heatpipes” are considered to be a space-saving innovation regarding the cooling of hydraulic power units. Their high-performance passive thermal conduction allows for a further reduction of the frame size. The heatpipes absorb the thermal energy of frequency converter, motor and hydraulic oil and efficiently transfer it to a central heat sink such as e. g. cooling water…
This ensures an intelligently optimized thermal management within the hydraulic power unit and optimally utilizes the cooling power of the cooling water. There is no need for a separate hydraulic circuit for oil cooling. This reduces installation space, noise emissions, energy consumption and possibilities for leakage.
Heatpipe – Functional principle
Basically, a heatpipe consists of air-tightly sealed copper pipes with underpressure. Inside, there is a medium which transfers thermal energy. In the temperature range of hydraulic power units, the medium may be e.g. distilled water. The boiling temperature of the water is significantly reduced by the low pressure within the heatpipe, which means that a boiling or condensation process can already take place at low temperatures.
Functionality: If you dip the heatpipe for example in hot hydraulic oil, the thermal energy at the lower immersed part of the heatpipe is transferred to the water. The water exceeds the boiling point, evaporates and absorbs a large amount of thermal energy with low temperature difference (latent heat). The water steam rises to the upper part of the heat pipe which is cooled by e. g. a cooling element. Here, the water steam condensates and gives off the thermal energy to the cooling water. Thanks to the latent heatabsorption and dissipation, the thermal conductivity of heatpipes can be up to 1000 times higher than the thermal conductivity of copper pipes. Due to the high elasticity of the copper pipes, the heat pipe can be easily shaped. In this way, ideal heat paths can be formed inside the hydraulic power unit and the installation space can be considerably optimized. Similar application ranges with equal optimization potential can be found in computer technology. Here, the thermal energy in laptops caused by heat sources such as the CPU are transferred to the central cooling elements using heatpipes.

Plug & Play: no control cabinet
The frequency converter has a high potential for gaining installation space as well. If it has already been equipped with Multi-Ethernet interface for Sercos, Profinet and other standards by the manufacturer, machine and plant manufacturers are able to reduce the control cabinet requirement for the hydraulic unit by up to 100 percent. As a precondition, however, the sensor technology and the motor in the power unit have to be wired to the frequency converter in such a way that the frequency converter can control the hydraulic pressure autonomously. This means that the control cabinet can not only be designed with smaller dimensions. Sometimes it can even be completely omitted together with the corresponding installation effort and related sources of error.
Conclusion
Fully integrated small power units based on a completely innovative design approach for the performance range up to 4 kW provide machine and plant manufacturers with the advantages of hydraulic drives with very little space requirements. As an alternative to purely electrical solutions, the required energy can be converted into a linear movement in a precise and costeffective manner directly at the working area using a simple hydraulic cylinder. If sensor technology, frequency converter and data interface are integrated as well, users not only benefit from comprehensive condition monitoring but also from a significantly reduced control cabinet footprint or even from a design without control cabinet.
More information fully integrated power units: www.boschrexroth.com/cytropac
Operating principle: https://www.youtube.com/watch?v=sSPemS94G2I
![]()
CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.


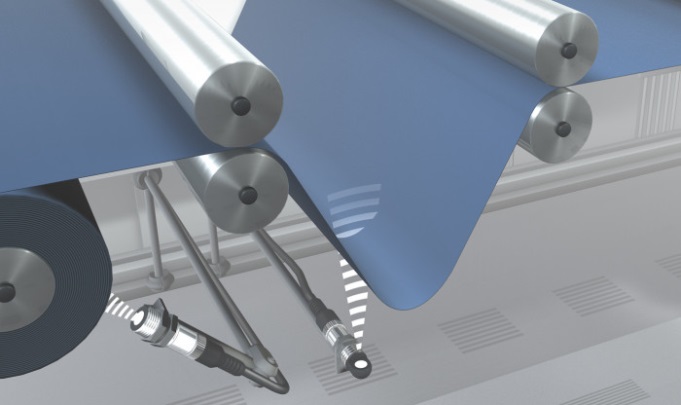 offerings as a go-to as they seem more common. Photoelectric sensors are solid performers, however they can run into limitations in certain applications. In these circumstances, considering an ultrasonic sensor could provide a solid solution.
offerings as a go-to as they seem more common. Photoelectric sensors are solid performers, however they can run into limitations in certain applications. In these circumstances, considering an ultrasonic sensor could provide a solid solution. customer needed to detect a few features on a metal angle iron. The customer was currently using a laser photoelectric sensor with analog feedback measurement, however the results were not consistent or repeatable as the laser would simply pick up every imperfection that was present on the angle iron. This is where the ultrasonic sensors came in as they provide a larger detection range matched with emitting and receiving sound energy. This provided much more stable outputs, allowing the customer to reliably detect and error proof the angle iron. With the customer switching to ultrasonic sensors in this particular application they now have better quality control and less downtime.
customer needed to detect a few features on a metal angle iron. The customer was currently using a laser photoelectric sensor with analog feedback measurement, however the results were not consistent or repeatable as the laser would simply pick up every imperfection that was present on the angle iron. This is where the ultrasonic sensors came in as they provide a larger detection range matched with emitting and receiving sound energy. This provided much more stable outputs, allowing the customer to reliably detect and error proof the angle iron. With the customer switching to ultrasonic sensors in this particular application they now have better quality control and less downtime. to think of all sensor technologies as some will provide better results than others. Ultrasonic sensors are indeed an excellent choice when applied correctly. They can measure fill levels, heights, sag, or simply monitor the presence of a target or object. They perform very well in foggy or dusty areas where some other sensor technologies fall short.
to think of all sensor technologies as some will provide better results than others. Ultrasonic sensors are indeed an excellent choice when applied correctly. They can measure fill levels, heights, sag, or simply monitor the presence of a target or object. They perform very well in foggy or dusty areas where some other sensor technologies fall short.


 two primary objectives for Balluff’s work in the area of Industry 4.0 are to help customers achieve high production efficiencies in their automation and achieve ‘batch size one’ production.
two primary objectives for Balluff’s work in the area of Industry 4.0 are to help customers achieve high production efficiencies in their automation and achieve ‘batch size one’ production.



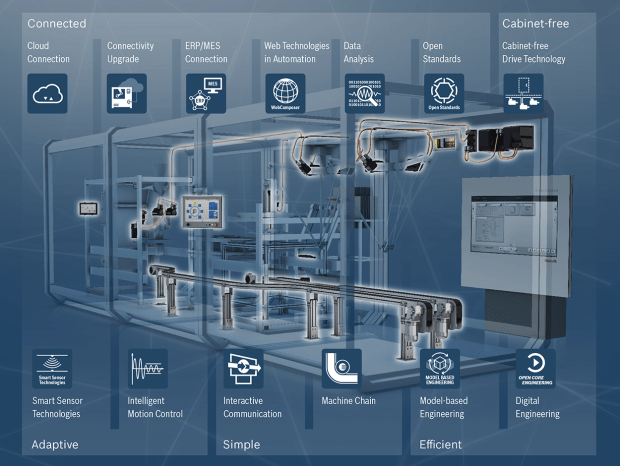


 The IoT Gateway collects data from various data sources and natively transfers it to the analysis and evaluation software (Production Performance Manager).
The IoT Gateway collects data from various data sources and natively transfers it to the analysis and evaluation software (Production Performance Manager). Elements of the joint starter kit from Bosch Software Innovations and
Elements of the joint starter kit from Bosch Software Innovations and 
 Incremental encoders are pretty simple and straightforward. They provide digital pulses, typically in A/B quadrature format, that represent relative position movement. The number of pulses the encoder sends out correspond to the amount of position movement. Count the pulses, do some simple math, you know how much movement has occurred from point A to point B. But, here’s the thing, you don’t actually know where you are exactly. You only know how far you’ve moved from where you started. You’ve counted an increment of movement. If you truly want to know where you are, you have to travel to a defined home or reference position and count continuously from that position.
Incremental encoders are pretty simple and straightforward. They provide digital pulses, typically in A/B quadrature format, that represent relative position movement. The number of pulses the encoder sends out correspond to the amount of position movement. Count the pulses, do some simple math, you know how much movement has occurred from point A to point B. But, here’s the thing, you don’t actually know where you are exactly. You only know how far you’ve moved from where you started. You’ve counted an increment of movement. If you truly want to know where you are, you have to travel to a defined home or reference position and count continuously from that position. Absolute encoders, on the other hand, provide a unique output value everywhere along the linear travel, usually in the form of a serial data “word”. Absolute encoders tell you exactly (absolutely) where they are at all times. There’s no need to go establish a home or reference position.
Absolute encoders, on the other hand, provide a unique output value everywhere along the linear travel, usually in the form of a serial data “word”. Absolute encoders tell you exactly (absolutely) where they are at all times. There’s no need to go establish a home or reference position.