In almost all industries, machine users require increased flexibility for production means for small batches and continuous diagnostics of all actuators and sensors to increase availability. In addition to this, there is quickly increasing horizontal and vertical connection of machinery and systems for Industry 4.0 applications. The open standard IEC 61131-9, IO-Link, fulfills these requirements at low connection costs and energy consumption. Flexibility of hydraulics is increased by transmission of parameter changes in running operation. Provision of diagnostics information offers numerous opportunities to extend the concepts of predictive maintenance to increase availability of the systems. The manufacturer-independent IO-Link can be integrated easily and quickly in any industrial automation application.
Standardized wiring and electronic name plate support commissioning and increase availability
• Open standard for bi-directional point-to-point connections in parallel to field bus
• Easy connection with standard cables and M12 connectors
• No additional engineering tool necessary, possible configuration via control system.
• Data for predictive maintenance and quick device replacement
• Industry 4.0-compatible hydraulic components for vertical flow of information
Introduction: Limits of serial field bus communication
The introduction of field bus technology in the 1980s was the starting point for horizontal connection of decentralized actuators within machinery. Serial wiring lead to a considerable reduction in cabling and opened new possibilities for modularization in mechanical engineering. Field buses as well as most current real-time Ethernet protocols are manufacturer-specific, proprietary systems. The protocols have been developed by control system manufacturers and focus on communication between own electric control systems and selected peripherals. For actuators, sensors and other third-party equipment, either their manufacturers or system integrators are required to provide suitable interfaces in hardware and software for the respective field bus. This is very complex as device profiles and software have to be created in the respective PLC for every individual field bus and control system of each manufacturer.
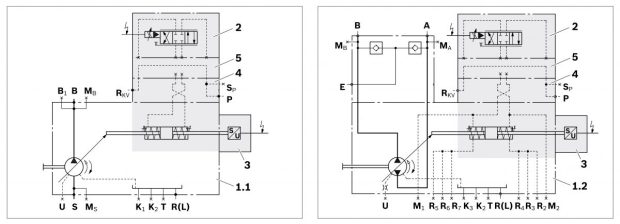
Possibilities for hydraulic connection
Integration of hydraulics in modern automation systems can be realized in different ways. Numerous existing machine concepts apply on-board electronics for control of hydraulic valves. Exchange of digital information is restricted and only possible if the respective device is connected to a superior control system via individual wiring. This state-of-the-art in technology increasingly no longer meets the requirements of end users.
The alternative are valves with integrated field bus connection. These, however, require extensive wiring as well as integration into the control system and the respective field bus protocol by means of dedicated software. Both requires considerable effort that is too high particularly for price-sensitive applications.
Thanks to IO-Link, machine manufacturer and system integrators are enabled to integrate for example proportional hydraulic series valves and sensors into digital communication structures with very little engineering effort. With its simple communication structure, IO-Link has low hardware requirements. Additionally, the standardized M12 connection technology enables simple and cost-efficient connection of hydraulic valves in the field. This way, previously “deaf-mute” components with analog control are transformed in communicating and flexible actuators and sensors.
IO-Link: Manufacturer-independent and compatible with all field bus protocols
The manufacturer-independent IO-Link according to IEC 61131-9 standardizes connection technology for actuators, sensors and other equipment and provides a digital communication protocol for data exchange between control systems and devices regardless of the field bus. Field bus technology is not replaced but extended. Parallel communication enables machine manufacturers use of IO-Link with all protocols and integration of IO-Link-compatible devices into various concepts without additional effort.
IO-Link is currently already supported by around 130 device manufacturers and companies in the field of technology. Around 40 manufacturers offer IO-Link Masters and the standard is supported by nine manufacturers of control systems with central Masters and respective engineering tools. IO-Link devices are in the product range of almost sixty manufacturers of sensors, actuators and other peripherals. Rexroth, for example, now also offers hydraulic proportional valves and pressure sensors with respective technology. Function and performance of these proportional valves are identical to series valves. However, they also offer all options for bi-directional communication via IO-Link. This way, the hydraulics can be integrated seamlessly into connected structures. Parameters can be changed and operating states changed by the control system during running operation.
IO-Link system set-up
A full IO-Link system consists of one centralized or decentralized IO-Link Master, one or more IO-Link devices as well as unshielded 3 or 5-conductor standard cables with M12 connectors. Project planning and parameterization of the IO-Link Master can be realized in the control system hardware or an optional engineering tool. The point-to-point connections between IO devices and the automation system are established by the Master. It serves as the interface to the superior control system.
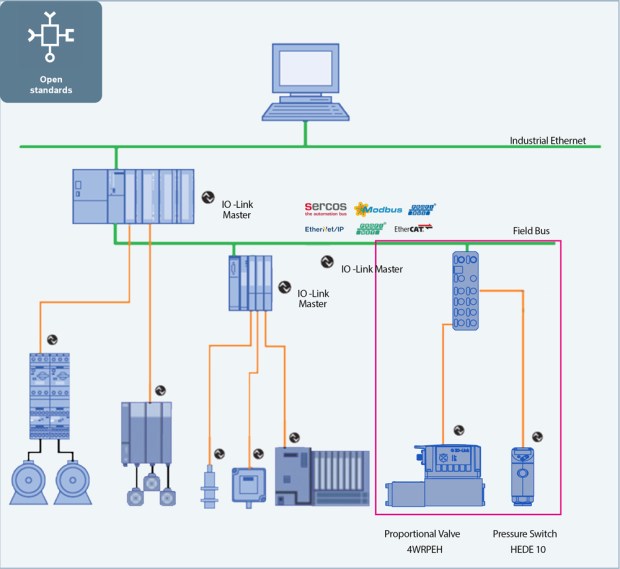
IO-Link Masters are offered by around 50 manufacturers for connection of one IO device per port. The selection includes options for the IP20 control cabinet as well as decentralized modules with protection class IP65/67 for installation at machinery. Particularly in large-scale systems, cabling is considerably reduced.
For decentralized IO-Link Masters, the user organization of IO-Link has defined M12 plug-in connectors with three or five conductors. The 5-pole version “Class B” port is used for devices with increased current consumption like hydraulic valves. The 3-pole version “Class A” port provides an energy supply of up to 200 mA which is sufficient for most sensors. In contrast to analog controls, unshielded cables are sufficient for fault-free communication over a cable length of up to 20 meters. IO-Link standardizes connection technology for all actuators and sensors and eliminates numerous sources of errors during the installation of systems. Otherwise complicated and expensive cable dimensioning with individual wiring and shielding is no longer required. In addition, the logistic effort is reduced thanks to application of uniform M12 cables for sensors and actuators.
Rapid commissioning per software
Every IO-Link device features an electronic device description, referred to as IO Device Description (IODD). It provides standardized important information:
• Device data
• Text description
• Identification, process and diagnosis data
• Communication properties
• Device parameters with value range and default value.
• Image of the device
• Logo of the manufacturer
The IODD set-up is identical for all devices of all manufacturers. The IODD enables automatic recognition of the device by the IO-Link Master for immediate parameterization. Also automatically, device descriptions are included in the system documentation.
For project integration of the IO-Link Master in overall automation, commissioning personnel use the engineering tools of the respective PLC manufacturer. The IO-Link Master is selected from the device portfolio and added to overall automation. Depending on the control system manufacturer, all blocks for communication are available in a library for free.
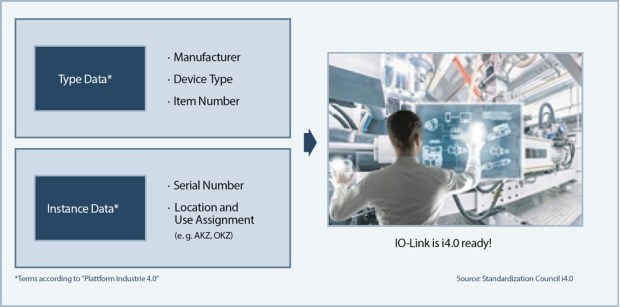
Via IO-Link to Industry 4.0
IO-Link enables access to device data either directly from the control system or remotely via networks from any location. Particularly important for future-oriented concepts: Already today, IO-Link offers type and instance data of Industry 4.0 devices according to the definition of the German “Plattform Industrie 4.0” initiative.
This way, also hydraulic actuators meet all conditions for future requirements of Industry 4.0 applications. Additionally, this approach is well-suited for subsequent connection of existing machinery and systems with low effort. Users replace installed proportional valves and sensors by interchangeable options with IO-Link connection for direct communication with actuators and sensors.
Diagnosis functions for increased availability
The diagnosis functions of IO-Link devices enable new maintenance concepts and considerably reduce repair times. Now possible call-up of device information in parallel to the process forms the basis for condition-oriented and predictive maintenance concepts. In this respect, proportional valves report whether they are functional as well as errors like under or overvoltage. In addition, the valve and sensor status is displayed for transparent error analysis. An integrated operating hour indicator enables calculation of the residual life-cycle for maintenance and decision-making on further use of the valve.
In case of faults, IO-Link accelerates diagnosis thanks to remote access for maintenance specialists to identify the type and location of any errors. Precise localization without personal presence at the system alone considerably reduces reaction times. If necessary, the maintenance technician opens the IODD file of the respective device in the control system. Other than before, components do not need to be disassembled to decipher hardly readable labels and manufacturers and types no longer need to be looked for in system documentations. Thanks to the electronic name plate, all this information can now be accessed with just one mouse click to initiate the respective order without delay.
IO-Link follows the plug & play principle. Replaced devices are recognized by the IO-Link Master according to their IODD file and the respective parameters are automatically transferred without any actions in the software. This way, even less experienced technicians are enabled to replace components without problems to considerably reduce system downtimes.
Summary
The open IO-Link standard establishes continuous communication with sensors and actuators irrespective of the used field bus. Now, even hydraulic proportional valves can be intelligently, easily and cost-effectively integrated in bi-directional digital communication. This simplifies commissioning in hardware and software and enables flexible adjustment of hydraulic valves for varying production processes. Increased requirements for flexible machinery and systems are now complied with. Extended diagnosis information enables condition-oriented and predictive maintenance concepts and standstill and maintenance times are reduced. This increases the availability of machinery. In addition, IO-Link enables future-proof integration of hydraulic valves into connected structures as Industry 4.0 components with all their related features.
Why hydraulics and IO-Link? Click here
Learn more about Rexroth and IO-Link
 CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.







 The assembly line at the Hannover Messe.
The assembly line at the Hannover Messe.









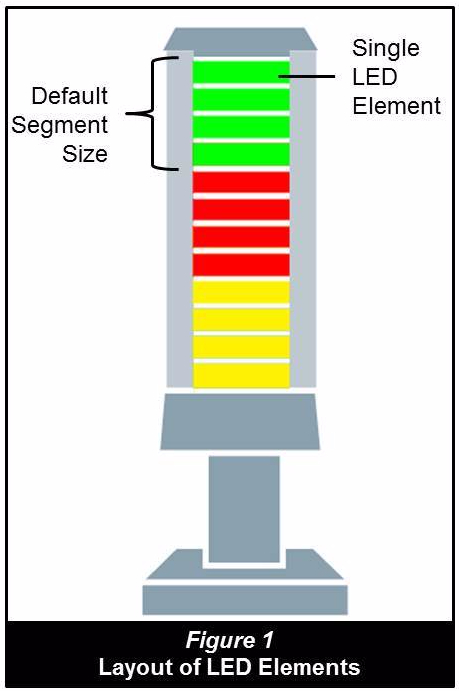 possible to define the segments as you see fit. It works by taking control of every LED element. Each SmartLight segment is comprised of four LED elements that can be controlled anyway you want (see Figure 1). For example, with the 3-segment SmartLight, you actually have 12 LED elements that you can organize any way you want. In Figure 2, we only use three LED elements per SmartLight segment, making it a four segment SmartLight. By using two LED elements we create six segments. Figure 3 is even more interesting, in this example we can see the size of the segments are sized by the intended users. Forklift Drivers need a larger light due to the distance and the fact that they are moving. Operators are closer than the forklift drivers, so their segment can be smaller, and maintenance can use the smallest segments because they are closest to the SmartLight when working on the machine.
possible to define the segments as you see fit. It works by taking control of every LED element. Each SmartLight segment is comprised of four LED elements that can be controlled anyway you want (see Figure 1). For example, with the 3-segment SmartLight, you actually have 12 LED elements that you can organize any way you want. In Figure 2, we only use three LED elements per SmartLight segment, making it a four segment SmartLight. By using two LED elements we create six segments. Figure 3 is even more interesting, in this example we can see the size of the segments are sized by the intended users. Forklift Drivers need a larger light due to the distance and the fact that they are moving. Operators are closer than the forklift drivers, so their segment can be smaller, and maintenance can use the smallest segments because they are closest to the SmartLight when working on the machine.

 in close proximity, usually within the work envelope of the operators. In the example shown, the SmartLight is used in a socket tray application. The SmartLight indicates to the operator which socket is required for a specific task. Inductive proximity sensors connected to an IO-Link Hub verify the correct socket was pulled. The photo is showing an All-Call (all lights lit). Here you can see the unique LED element grouping only available with the new Flexible mode. Other applications for operator guidance are essentially endless. There are no technical limitations to your creativity.
in close proximity, usually within the work envelope of the operators. In the example shown, the SmartLight is used in a socket tray application. The SmartLight indicates to the operator which socket is required for a specific task. Inductive proximity sensors connected to an IO-Link Hub verify the correct socket was pulled. The photo is showing an All-Call (all lights lit). Here you can see the unique LED element grouping only available with the new Flexible mode. Other applications for operator guidance are essentially endless. There are no technical limitations to your creativity.