With the growth of Artificial Intelligence or AI machinery that takes in information, learns and makes decisions, Edge computing will become not only necessary, but mandatory. The need to process data at the source to ensure acceptable performance will continue to grow with AI and AI will only be able to grow as fast as data storage capabilities grow.
To ensure acceptable performance of data processing at the source and reduce latency, Edge Computing will become more important. Formerly only used by large corporations, Edge is now being utilized by small to medium businesses that need services such as peer-to-peer networking, mobile signature analysis, mobile data acquisition, and AI. In the case of machinery, this puts Edge Computing outside of a traditional data center environment and the need for small portable data centers with cooling will spread. According to a recent IDC study by 2020, more than 70% of infrastructure-centric partners will become involved in IoT and Edge Deployment.
Rittal started in the Industrial Market which is geared towards machinery and outside applications including dust/moisture proof NEMA 12 enclosures here in the U.S. in the 1980’s. Rittal continues to lead the world in global enclosure solutions that include all types of environments. From dirty and extreme temperature fluctuations, to typical clean and climate-controlled environments, Rittal has the right solution for you.
Edge Computing Defined
Edge computing houses data processing capability at or near the “edge” of a network. Usually, servers are contained in a micro data center, with as few as one or two enclosures. Data which is mission-critical, such as a system fail, is captured and available in real-time on site. Edge computing is valuable in capturing bandwidth intensive and latency sensitive data for analysis, lowering operating costs and improving energy efficiency. Lower priority data can be sent to the cloud or to a remote data center.
In Edge Computing, client data is processed at the periphery of the network, as close to the source of the originating data as possible. Companies are moving toward edge computing, driven by economics and efficiency. In edge computing architecture, critical data is processed at the point of origin via a server in close proximity to the output, for immediate and easy access. Data which is not as time sensitive is sent to the cloud or a data center for longer term storage, analysis or compliance record keeping.
The practice of edge computing alleviates the load on network resources. By processing data at the source, only the data required for transfer is shifted to a remote data center or cloud. The amount of data transmitted reduces the strain on bandwidth, and by specifying criteria, data can be sorted to provide key analytics at the site and to push non-essential data to the center.
With IoT and the proliferation of smart devices, edge computing becomes particularly valuable when massive data pushes would overload a data center. When monitoring enclosure temperature for example, it is unnecessary to upload data which will only be valuable to the operations manager in real time. If this data has historical value, it can be pushed to a data center at a later time, or when bandwidth is not at a premium. With edge computing, this illustrates one of its major benefits.
Since edge computing reduces response time to milliseconds, adjustments at the site level can be made almost simultaneously. However, the cloud and data centers will not be made obsolete, since the long term storage capacity is still needed.
Although edge reduces latency and improves accessibility, security concerns and configuration architecture must be addressed. With the distributed architecture of an edge security system, points are increased for system attack. Security breaches and infectious malware may be introduced at vulnerable points.
With the configuration of the device, secure default passwords need to be placed on each device, and vigilance applied to the updating of software to avoid infiltration of malware. Even with the potential points of vulnerability, the overwhelming advantage of the decreased latency and the instant data accessibility overwhelming support the use of edge computing to improve efficiency.
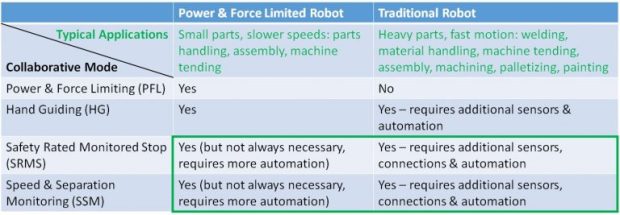
Human-robot collaboration has received a lot of attention in the media, yet there is still confusion about the meaning and benefits of various types of collaboration. In a previous blog we briefly discussed the four collaborative modes defined by the global standard ISO/TS 15066. The most well-known mode is “power & force limiting”, which includes robots made by Universal Robots and Rethink. As the name implies, these robots are designed with limited power and force (and other ergonomic factors) to avoid injury or damage, but they are also slower, less precise and less powerful than traditional robots, reducing their usefulness in many common applications.
The safety-rated monitored stop (SRMS) and speed & separation monitoring (SSM) modes are very interesting because they allow larger, more powerful, traditional robots to be used collaboratively — though in a different manner than power & force limited robots. The updated standards allow the creation of a shared workspace for the robot and human and define how they may interact in this space. Both SRMS and SSM require this shared workspace to be monitored using advanced safety sensors and software, which create a restricted space and a safeguarded space. With SRMS, the robot stops before the operator enters the collaborative workspace — this requires a safety sensor to detect the operator. Similarly, in SSM the goal is to control the separation distance between the human and robot, but it can be dynamic, rather than static as in SRMS. The SRMS separation distance can never be less than the protective distance and this requires sensors to verify the separation.
Spaces
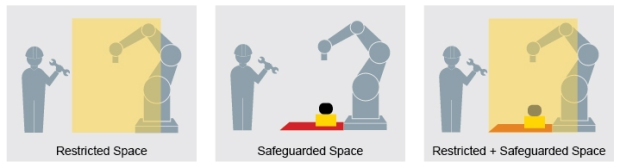
The robot’s restricted space is a 3-dimensional area created to limit where the robot can operate. In the past this was done through limit switches, hard stops or sensors such as Balluff’s BNS; now the standards have been updated to allow this to be done in software with internal robot feedback that can dynamically change to adapt to the robot’s programmed operation. The robot controller can now restrict the robot’s motion to a specific envelope and monitor its actual position against its programmed position within this envelope using software tools such as Safe Move or Dual Check Safety.
The safeguarded space is defined and monitored using safety sensors. The robot might know and assure its own safe position within the restricted space, but it doesn’t know whether or not a person or obstruction is in this space, therefore a safeguarded space needs to be created using safety sensors. Advanced sensors not only detect people or obstructions, but can also actively track their position around the robot and send warning or stop signals to the safety controller and robot. Safety laser scanners, 3D safety cameras and other safety sensors can create zones, which can also be dynamically switched depending on the operating state of the robot or machine.
Closely coordinating the restricted space and safeguarded space creates a flexible and highly productive system. The robot can operate in one zone, while an operator loads/unloads in a different zone. The robot sensors monitor the restricted space while the safety sensors monitor the safeguarded space – and when the robot moves to the next phase of operation, these can dynamically switch to new zones. Warning zones can also be defined to cause the robot can slow down if someone starts to approach too closely and then stop if the person comes too close.
System Linkages
Linking the restricted space and safeguarded space to create an effective, closely coordinated human-robot SSM/SRMS collaborative system requires several elements: a high performance robot and controller with advanced software (e.g. Safe Move), a fieldbus and a variety of built-in and external sensors (standard and safety).
Significant growth in robot collaborative applications utilizing safety-rated monitored stop (SRMS) and speed & separation monitoring (SSM) will occur as robot users strive to improve productivity and safety of traditional robot systems – especially in applications requiring faster speed, higher force and more precision than that offered by power & force limited robots.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
In a previous blog, we discussed how “Safety Over IO-Link Helps Enable Human-Robot Collaboration”. It was a fairly narrow discussion of collaborative robot modes and how sensors and networks can make it easier to implement these modes and applications. This new blog takes a broader look at the critical role safety plays in the intersection between the machine and the user.
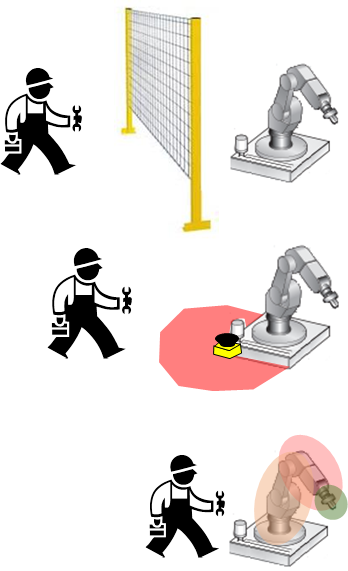
In the past, the machine guarding philosophy was to completely separate the human from the machine or robot. Unfortunately, this resulted in the paradigm of “safety vs. productivity” — you either had safety or productivity, but you couldn’t have both. This paradigm is now shifting to “safety & productivity”, driven by a combination of updated standards and new technologies which allow closer human-machine interaction and new modes of collaborative operation.
The typical machine/robot guarding scheme of the past used fences or hard guards to separate the human from the machine. Doors were controlled with safety interlock switches, which required the machine to stop on access, such as to load/unload parts or to perform maintenance or service, and this reduced productivity. It was also not 100% effective because workers inside a machine area or work cell might not be detected if another worker restarted the stopped machine. Other drawbacks included the cost of space, guarding, installation, and difficultly changing the work cell layout once hard guarding had been installed.
We’ve now come to an era when our technology and standards allow improved human access to the machine and robot cell. We’re starting to think about the human working near or even with the machine/robot. The robot and machinery standards have undergone several changes in recent years and now allow new modes of operation. These have combined with new safety technologies to create a wave of robot and automation suppliers offering new robots, controllers, safety and other accessories.
Standards Machine and robot safety standards have undergone rapid change in recent years. Standard IEC 61508, and the related machinery standards EN/ISO 13849-1 and EN/IEC 62061, take a functional approach to safety and define new safety performance levels. This means they focus more on the functions needed to reduce each risk and the level of performance required for each function, and less on selection of safety components. These standards helped define, and made it simpler and more beneficial, to apply safety PLCs and advanced safety components. There have also been developments in standards related to safe motion (61800-5-2) which now allow more flexible modes of motion under closely controlled conditions. And the robot standards (10218, ANSI RIA 15.06, TS15066) have made major advances to allow safety-rated soft axes, space limiting and collaborative modes of operation.
Technology On the technology side, innovations in sensors, controllers and drives have changed the way humans interact with machines and enabled much closer, more coordinated and safer operation. Advanced sensors, such as safety laser scanners and 3D safety cameras, allow creation of work cells with zones, which makes it possible for an operator to be allowed in one zone while the robot performs tasks in a different zone nearby. Controllers now integrate PLC, safety, motion control and other functions, allowing fast and precise control of the process. And drives/motion systems now operate in various modes which can limit speed, torque, direction, etc. in certain modes or if someone is detected nearby.
Sensors and Networks The monitoring of these robots, machines and “spaces” requires many standard and safety sensors, both inside and outside the machine or robot. But having a lot of sensors does not necessarily allow the shift from “productivity vs. safety” to “productivity & safety” — this requires a closely coordinated and integrated system, including the ability to monitor and link the “restricted space” and “safeguarded space.” This is where field busses and device-level networks can enable tight integration of devices with the control system. IO-Link masters and Safety Over IO-Link hubs allow the connection of a large number of devices to higher level field busses (ProfiNet/ProfiSafe) with effortless device connection using off-the-shelf, non-shielded cables and connectors.
Balluff offers a wide range of solutions for robot and machine monitoring, including a broad safety device portfolio which includes safety light curtains, safety switches, inductive safety sensors, an emergency stop device and a safety hub. Our sensors and networks support the shift to include safety without sacrificing productivity.
To learn more about Safety over IO-Link, visit www.balluff.com
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Many engineers and managers I meet with when presenting at conferences on Smart Manufacturing ask some version of the question: “How can we justify the extra cost of Industrial Internet of Things (IIoT)?” or “How do I convince management that we need an Industry 4.0 project?” This is absolutely a fair and tough question that needs to be answered; without buy-in from management and proper budget allocation, you can’t move forward. While an investment in IIoT can deliver major payoffs, the best justification really depends on your boss.
I have seen three strong arguments that can be adapted to a variety of management styles and motivations.
1) Showing a ROI through Reducing Downtime
“Show me the money!” I think everyone has a manager with this expectation. It may seem like a daunting task to calculate or capture this information, but by using a team, knowing your KPIs and applying anecdotal feedback, you can get a good initial picture of the ROI that an IIoT project will bring to the organization. Many people have shared with me that their initial project’s ROI has “funded the next project.” There is a really great article from MetalForming Magazine that discusses how exactly to do this with the tables and forms they used at ODM Tool & Manufacturing.
2) Corporate Goals for Productivity and Utilization
We can be successful getting support for a project when we link corporate goals to project goals. Smart Industry publishes a research project each year that investigates trends in the manufacturing space in regards to digital transformation initiatives. This report cites that the three top benefits manufacturers are seeing are: improving worker productivity (3rd 2016), reducing costs (1st 2016) and optimizing asset utilization (2nd 2016). These goals are driving investments and showing actual results for manufacturers both large and small. However, the report also revealed that more than half of manufacturers cite workforce skills-gap issues as their largest roadblock and this is, I believe, why we saw improving worker productivity move to the top spot. We must bring efficiency and effectiveness to the people we have.
3) Your Competitors are Investing in IIoT!
If you have a boss that worries about falling behind, this can be a motivating argument. Control Engineering recently published a study of manufacturers and how they are investing in IIoT technologies. The largest investments are coming with sensors, connectivity and data analytics. But what is most shocking is that on average IIoT budgets are $328,160, with 18% budgeting more than a half-million dollars. If you want to keep up with the rapid pace of change in the global market, an investment in IIoT is a requirement to remain competitive.
If you are looking for support and partnership on your IIoT projects, we are experienced at utilizing IO-Link, smart sensors and RFID to enable Industry 4.0 and Smart Manufacturing projects.
Guest contributor: Andreas Gryglewski, Bosch Rexroth
The market for handling and robotic solutions is highly price-driven, yet still leaves room for disruptive ideas. Bosch Rexroth provides proof of this with an advanced solution package for Cartesian kinematics. It combines an economical industrial controller with state-of-the-art web technology and assured instruction via a standard tablet. The result: minimum investment costs and maximum efficiency – before and during operation.
Manufacturers of handling solutions for loading and unloading face fierce competition. The volume market demands cost-optimized, rugged and user-friendly solutions that optimally fulfill all requirements in terms of accuracy and cycle times. In addition, users expect quick commissioning with as little programming, instruction and training expenditures as possible. A high degree of productivity and flexibility is also required for the operational phase in order to reduce downtime and so that format or process changes can be more quickly implemented.
All of these requirements are addressed by Bosch Rexroth with a particularly economical solution package for Cartesian kinematics that combines a high-performance motion controller with state-of-the-art web technologies and innovative value-added features. The automation experts make the solution package even more economical with an especially clever idea: users can perform the setup and assured teaching-in on any standard commercially available tablet.
Industrial control, web technology, consumer tablets
In its solution package for Cartesian kinematics, Bosch Rexroth combines a powerful motion controller with modern web technologies and innovative value-added features.
The disruptive solution approach for Cartesian handling from Bosch Rexroth is particularly suitable for machinery manufacturers and end users who want to implement flexibly and reliably adaptable pick-and-place tasks in a short time and at a low cost. Examples include the loading and unloading of injection-molded parts, the sorting of workpieces, or a wide range of intralogistics applications. Bosch Rexroth combines its proven industrial controller with a webserver and a bracket for a typical standard tablet, by means of which the user can visualize the connected handling solution and – graphically-supported – program, teach-in and adjust it as needed. The solution package is comprised of other basic components such as compact servo motorsand drives for the kinematics movement, as well as a safety controller for connecting to the tablet bracket for safe teaching-in. From a single source, Bosch Rexroth also optionally offers the mechanical equipment, includinglinear axeswith a belt or ball-screw drive and grabbers.
The utmost in connectivity and IT security
In its new handling solution, Bosch Rexroth placed special emphasis on the two key properties of i4.0 –connectivity and IT security. While the optional IoTGateway ensures the horizontal and vertical networking, the security router with a newly developed IoT firewall, which is also optional, guarantees secure communication between the tablet and controller. Consequently, unauthorized persons can neither log into the controller nor can a virus attack the controller or spread throughout a company’s IT network.
Thanks to the newly developed solution packages, handling systems from Bosch Rexroth can be more quickly commissioned, easily programmed, and taught most economically using standard tablets.
Easy commissioning without parameterization
One of the numerous unique features is the operating concept for the handling solution: Immediately after a servo motor is connected with a drive, the latter reads out the stored parameter set from the feedback memory and thus already has all the characteristic data of the mechanical equipment. The result: a considerable time savings and prevention of errors during commissioning, because the user no longer has to manually enter up to 70 parameters. When Rexroth mechanical equipment is ordered in the future, the parameters will be stored in the feedback memory of the motor while still in the plant. If the user puts his own mechanical equipment into operation; the associated parameter file can also be stored in the feedback memory and is efficiently read into the drive upon connecting.
Safe teaching-in using a standard tablet
The disruptive character of the new handling solution becomes clear during setup, which can be performed wirelessly with almost any consumer tablet. It is expeditiously fastened in a bracket especially developed by Bosch Rexroth for teaching-in, which can be adjusted to the respective size and securely encloses the mobile device. On the top left is a combination emergency stop and enabling button that makes reliable and comfortable teaching-in possible for the user. While the left hand holds the tablet and can press the red button, the right hand is free for other operational tasks. The visualization and operation of the handling system is web-based and applies the HTML5 standard, hence is independent of the tablet OS. An optional security router with an integrated firewall provides for IT security.
Programming without programming knowledge
Bosch Rexroth also made the process programming, which precedes the teaching-in sequence, as uncomplicated as possible. Because it uses the graphical programming language Google Blockly, as is the case with the tablet, no programming skills in conventional terms are required. In order to move an axis from point A to point B, for example, only the start and end positions need to be specified, and a line to connect them with each other. The grabbers are also opened or closed by means of graphical elements. Thanks to variables, logical expressions and loops, it is possible to easily specify and clearly represent various processes, also complex ones if necessary.
Features for increasing productivity and quality
Positively contributing to the performance of an especially economical operating phase of the new handling solution are its versatile functions and expansion options. These ultimately also afford the user a high degree of flexibility for changes in process or format. For example, the “Active vibration damping” function, which provides greater product quality in combination with a sensor, or initiates the exact countermovements in the open-loop process in the linear module in order to prevent undesirable vibrations or to move sensitive products. Thus, for instance, the utmost in accuracy can be achieved when loading and unloading using the grabber sparing the mechanical equipment for a longer service life.
Preventive maintenance and IoT integration
Preventive maintenance can also be cost-efficiently realized in combined usage with the optional IoT Gateway. In order to collect data for analysis and evaluation of the service life, the motor decoder can also be used as an intelligent sensor. If the motor revolutions are converted into linear movements, the timing for lubrication intervals or the replacement of components can be derived, for example. Communication standards such as OPC UAcan provide for easy integration into customer-specific IoT systems as needed.
Economical in every way
The solution package is especially suited for pick-and-place tasks that must be quickly and flexibly adaptable – such as for the loading and unloading of injection-molded parts, the sorting of workpieces, or for various intralogistics applications.
With the new solution package, Bosch Rexroth introduces a fresh impetus into the competitive market for Cartesian handling. Automation expertise, modern web and IoT technologies, and productivity-enhancing features are combined in a rugged and practical solution concept that takes into account current and future market requirements, and which generates disruptive energy. Consequently, machinery manufacturers and end users find quick and very economical way to implement a reliable, efficient and flexible handling solution that can be commissioned, taught, and adapted to current requirements without any significant knowledge of programming and parameterization.
Innovative approaches of the new handling system:
A comprehensive economic package comprising industrial controller, servo motor, drives, security zone module and teaching-in bracket for consumer tablets
Maximum security through a router with firewall (optional)
Minimal total cost of ownership thanks to:
Commissioning without the need for parameterization: Drives automatically read stored mechanical parameters when connected with a motor
Device-independent visualization and operation (HTML5)
Safe teaching-in bracket for consumer tablets
Simplified process flow design without programming knowledge, thanks to Google Blockly
Added value functions for productivity and quality – for example vibration absorption
Prepared for data tracking for preventive maintenance
Easy integration into IoT systems through open interfaces such as OPC UA
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Additive manufacturing is a growth market – sales worth tens of billions of euros are expected by 2020. However, innovative automation solutions are needed if this disruptive technology is to achieve a breakthrough and make the leap from prototype construction and toolmaking to industrial mass production.
If machine manufacturers want to achieve the productivity needed for mass production, they need to reduce the amount of manual work involved, the reject rate and the quality assurance outlay and successfully integrate the machines into the production line. Both challenges can be met through high-performance, intelligent and connective automation.
IoT as a key technology
In the factory of the future, AM machines will be connected horizontally and vertically to higher-level and neighboring IT systems. When it comes to the industrial Internet of things, Bosch Rexroth relies on open i4.0 standards such as OPC UA. With full server/client functionality, processes, cycle times and energy consumption can be evaluated in real time and optimized to achieve better productivity and quality. In conjunction with intelligent algorithms in drive and control technology, Bosch Rexroth also carries out predictive maintenance.
3D printing and the factory of the future
Thanks to decentralized intelligence, drive technology without control cabinets and open standards, the next generation of AM machines is ready for the factory of the future. Wireless communication and modular production lines increase flexibility while reducing set-up times. As a result, the factory layout can be geared to current and future requirements. The next logical step is the decentralization of the control system which will then receive its programs as necessary from the cloud.
What the hardware must be capable of
Whether it be metal, plastic or ceramic: the output in the relevant AM procedure depends very much on the performance of the CNC or motion control system. The shorter the cycle times, the more quickly the NC programs run. The higher the performance, the quicker 3D data can be computed on the CNC and process data collected and processed in real time. The MTX CNC system from Rexroth achieves this with a combination of a high-performance dual core processor and decentralized intelligence allowing fast reaction times. As a result, many additional tasks can be performed by the machine. Planning, programming and the commissioning of all system components take place in a standardized manner via IndraWorks Engineering.
Software makes all the difference
In order to be able to control the application of additive materials precisely and to influence it easily with process variables, the control software too must be particularly powerful. The MTX system software includes numerous AM-specific CNC functions for this purpose. These include an intelligent temperature control system and a 3D online simulation with collision recognition which automatically visualizes the construction time, positioning and printing head travel. The standardized G code is supported by any slicer software. Integrated NC encoding systems protect manufacturer-specific know-how.
Digitizing the workflow
Another key development area is the digitization of the workflow with typical tasks such as print configuration, job management, machine monitoring including online process modification or controlling intralogistics. Because this is not possible without interfaces to the software programs involved (e.g. CAD/CAM systems or simulation solutions), the MTX CNC system has an open system architecture and the Open Core Interface. As a result, machine operators can easily integrate their workflows. In a pre-production context, there are numerous benefits including material simulations or the certification of quality-related parameters. The CNC system thus fits seamlessly into simulation environments as “hardware in the loop”.
Efficient, intelligent and connective: the MTX CNC system from Rexroth. (Source: Bosch Rexroth AG)
Industrial 3D printing in practice
Norsk Titanium AS demonstrates just how efficient industrial 3D printing can be. The world’s leading provider of additive manufacturing technologies for aerospace-grade titanium established the first additive production facility on an industrial scale. In its Rapid Plasma Deposition™ machines, an MTX system controls not only plasma burners but also ten servo axes for producing components and conveying or handling the titanium wire. The MTX system also takes care of process optimization in real time by evaluating sensors and calculating correction values. Bosch Rexroth contributed to the partnership through the experience that it gained during more than 100 group AM projects along with various system components such as drive controllers, supply units, motors and linear systems including the IMS high-precision integrated measuring system.
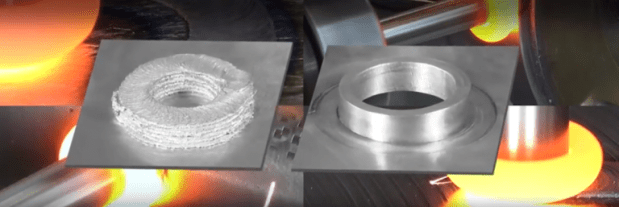
The German machine tool manufacturer Weisserpresented its Weisser additive manufacturing exhibit for the first time at the EMO 2017 and the Metav 2018. Equipped with an additive friction welding unit (AFW), it allows fine layers of metal to be deposited on metal materials and then precision-machined using metal-cutting techniques. As a result, the final contour is maintained with minimal material use. This technology too benefits from the MTX CNC system whose user interface can be integrated seamlessly into the multi-touch operating panel thanks to the open architecture.
The future will be even simpler
With high-performance and high-connectivity automation solutions, industrial 3D printers will be fast and reliable enough for use in mass production. Open interfaces will help to digitize workflows. IoT connectivity is paving the way for the factory of the future. At the same time, experienced system partners such as Bosch Rexroth who provide not only engineering and application support but also complementary technologies such as decentralized drive or linear technology with integrated sensor systems can help manufacturers to acquire the necessary know-how.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Guest contributor: Hans Michael Krause, Bosch Rexroth
Bosch Rexroth and Dassault Systèmes will use a modular assembly line to show how the Factory of the Future can be efficiently planned, implemented and continuously improved using digital twins. The key ingredients for this recipe for success: model-based systems engineering, intelligent controls and drives with open interfaces, and continuous improvement through IoT services.
Manufacturers of complex products and machines face the challenge of meeting the most diverse requirements in even shorter development cycles. With a demonstration assembly line, Dassault Systèmes and Bosch Rexroth will show at the Hannover Messe how time-to-market can be shortened with the greatest possible flexibility if production and product engineering seamlessly mesh on the data side. In addition, the turnkey assembly line highlights the added value that machine builders and end users can generate in conjunction with IoT services. The cornerstone of all this is the ‘digital twin’, a realistic depiction of product, production and performance.
At the Hannover Messe, Bosch Rexroth and Dassault Systèmes will demonstrate the seamless and profitable interaction of line and product engineering.
“Single source of truth” for the product, production and performance
Dassault Systèmes integrates the sample project from Bosch Rexroth into the integrated engineering workflows of the 3DEXPERIENCE platform, which provides a central source of information for designers, electricians and programmers. All platform functions for virtual engineering access a common database. For example, the simulation software receives direct access to the design data from the CAD program. In addition, it enables visualization in real time, so that visitors to the Bosch Rexroth booth can observe the 3D model of the demo line connected with the real object in real-time via sensors.
Shortened initial start-up through model-based engineering
The demo assembly line has a modular structure and is based on intelligent, decentralized automation components that are networked horizontally and vertically via open standards. The product that is assembled on the assembly line, the SCD – Sense Connect Detect sensor introduced by Bosch Rexroth, controls itself along the line using an RFID identifier. As in previous projects, such as the WestRock packaging machine, this system has also been developed, put into virtual operation and implemented in a very short time using models in the framework of Dassault Systèmes’ 3DEXPERIENCE platform. In addition to the CAD data, the behavioral models from the automation also flowed into the digital twin.
The assembly line at the Hannover Messe.
Collaboration between production and product engineering
The 3DEXPERIENCE platform also acts as an interface to the end user. If the user also depicts a product using a digital twin, the system can adjust to their requirements within a short time. An example: a manufacturer of construction vehicles wants to use the SCD sensor in a future excavator to measure vibrations from the hydraulic pump. He uses the sensor model in the virtual prototype of the excavator and defines a required housing modification. Bosch Rexroth then creates a new digital twin, inserts it into the virtual line model and validates the production capability in the simulation environment. In the same way as in this example, machine builders can use their digital twins to test in advance how new variants affect space requirements, stability, geometry, storage life or transport. In addition, the simulation also exposes critical areas for product quality, thereby reducing the risk of product recalls.
Economical production of batch sizes of 1
The close interlinking of product, production and performance via digital twins also allows for much more flexibility in production. This aspect is also illustrated by the joint demo project from Bosch Rexroth and Dassault Systèmes. To economically produce different sensor variants in small quantities down to a batch size of 1, Dassault Systèmes’ 3DEXPERIENCE platform works with the system via its MES functions. It transmits the jobs individually to the assembly line via the OPC UA interface, and from there receives the production and quality data for each manufactured SCD sensor.
Dassault Systèmes’ and Bosch Rexroth’s partnership is a powerful testament to the competitive advantages that machine builders and end users derive from a seamless workflow, from virtual engineering to intelligent automation.
The digital twin is the key to the Factory of the Future – Part II Blog Continued here:
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Flexible manufacturing has never been easier or more cost effective to implement, even down to lot-size-one, now that IO-Link has become an accepted standard. Fixed control and buried information is no longer acceptable. Driven by the needs of IIoT and Industry 4.0, IO-Link provides the additional data that unlocks the flexibility in modern automation equipment, and it’s here now! As evidence, here are the top five examples of IO-Link enabled flexibility:
#5. Quick Change Tooling: The technology of inductive coupling connects standard IO-Link devices through an airgap. Change parts and End of Arm (EOA) tooling can quickly and reliably be changed and verified while maintaining connection with sensors and pneumatic valves. This is really cool technology…power through the air!
#4. On-the-fly Sensors Programming: Many sensor applications require new settings when the target changes, and the targets seem to always change. IO-Link enables this at minimal cost and very little time investment. It’s just built in.
#3. Flexible Indicator Lights: Detailed communication with the operators no long requires a traditional HMI. In our flexible world, information such as variable process data, timing indication, machine status, run states and change over verification can be displayed at the point of use. This represents endless creativity possibilities.
#2. Low cost RFID: Radio Frequency Identification (RFID) has been around for a while. But with the cost point of IO-Link, the applications have been rapidly climbing. From traditional manufacturing pallets to change-part tracking, the ease and cost effectiveness of RFID is at a record level. If you have ever thought about RFID, now is the time.
#1. Move Away from Discrete to Continuously Variable Sensors: Moving from discrete, on-off sensors to continuously variable sensors (like analog but better) opens up tremendous flexibility. This eliminates multiple discrete sensors or re-positioning of sensors. One sensor can handle multiple types and sizes of products with no cost penalty. IO-Link makes this more economical than traditional analog with much more information available. This could be the best technology shift since the move to Ethernet based I/O networks.
So #1 was the move to Continuously Variable sensors using IO-Link. But the term, “Continuously Variable” doesn’t just roll off the tongue. We have discrete and analog sensors, but what should we call these sensors? Let me know your thoughts!
To learn more about RFID and IO-Link technology, visit www.balluff.com.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
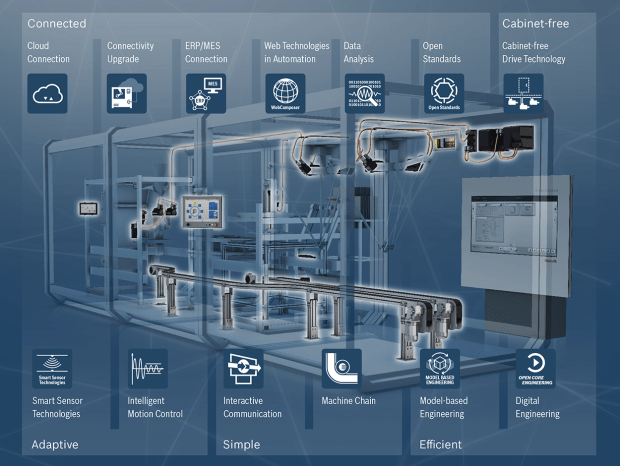
i4.0 in practice: the 5 automation trends in the packaging industry
Next-generation packaging machines are being designed without control cabinets and are increasingly vertically and horizontally connected. Big data analyses, smart maintenance and model-based engineering have unleashed tremendous potential. But even conventional automation tasks can be handled more easily with open interfaces and integrated functions. What are the five major automation trends in detail?
What the packaging lines of tomorrow will be able to do
When I look at the highly dynamic packaging industry, I see four major challenges faced by machine builders: more individuality when it comes to packaging, more flexibility in terms of formats, higher availability and less space required for machines and lines. These challenges lead to five major trends in automation:
(1) Connected – the connectivity trend
As a user, I need transparency, whether I want to improve system availability through smart maintenance, make my line more flexible, or optimize complex packaging processes. Without knowledge of subprocesses and plant conditions, I can’t analyze anything – neither on premise nor via the cloud. Modern automation technology and sensor systems now provide all the necessary data. I have to retrofit existing systems, but preferably without the need for programming or intervention in the automation. The IoT gatewayfulfills this requirement extremely elegantly and can be set up in just five minutes. Machine builders can also opt for Starter Kit, which includes the Software Production Performance Manager (PPM), for a complete analysis platform from a single source.
The sweet side of Industry 4.0
There is also enormous potential in cross-vendor and system-wide networking via IIoT protocols such as MQTT or the open i4.0 standard OPC UA. At interpack, four machine builders and Bosch Rexroth will showcase the “ChoConnect” project as an exciting example of authentic M2M communication: Four locally distributed exhibition machines from LÖSCH Verpackungstechnik, SOLLICH, THEEGARTEN-PACTEC and WINKLER and DÜNNEBIER Süsswaren exchange information as a virtual production line for chocolate products using OPC UA in accordance with the Weihenstephan standardand create an end-to-end transparent value chain at the shopfloor level – without the need for an MESor control system. The individual steps of mass processing, molding, primary and secondary packaging automatically adjust performance according to individual capacities. The production process becomes more flexible; system efficiency increases.
Merging of automation, IT and IIoT
The fact that inflexible line PLCs will soon be obsolete is also a consequence of a merging of automation, IT and IIoT. With open interfaces such as Open Core Interface, ERP systems can be directly linked to machine automation, simplifying inventory management for machine components. Obviously, there must be also be a security strategy for regulating access to the control system.
(2) Simple – Make it simple!
The current trend towards fewer personnel per line has increased the need for intuitive control units such as HMI with multi-touch. Transparent and seamless visualization solutions are required – on the production line itself and at other locations in the company – in order to continuously improve processes and respond quickly when necessary. The ActiveCockpit interactive communication platform shows that such solutions are already available today.
Companies often need the ability to easily integrate new machines or lines into existing systems – this can already be done mechanically using standardized chain conveyor systems such as VarioFlow plus in combination with the MTpro planning tool. In the future, open M2M interfaces will allow for easy electrical integration.
With the growing need to simplify diagnostics and maintenance, we will see even more web-based service tools and innovative LED concepts at machines in the future. Augmented and virtual reality are sure to play a part here, too. It has been repeatedly demonstrated at trade shows how the digital twin integrates itself into the real picture using open interfaces so that complex technical relationships can be visualized and understood more quickly. A product orientation module for beverage packages by WestRock will be showcased at interpack.
(3) Efficient – end-to-end digital engineering
Ever more complex design needs and shorter time-to-market requirements are fueling the demand for model-based engineering with simulations and virtual commissioning. As a technology partner with industry expertise, Open Core Engineeringnot only ensures seamless integration of the machine control with simulation platforms such as MATLAB/Simulink or 3DEXPERIENCE by Dassault Systèmes. For immediate creation of a digital twin that can be simultaneously used by mechanics, electricians and software programmers, Bosch Rexroth delivers digital behavior models of its automation products as standard.
Bosch Rexroth also provides a comprehensive library of prepared technology functions along with the machine control. By emphasizing parameterizing instead of programming, flow wrappers, secondary packaging systems, fillers or sealing machines can be commissioned more quickly. Integrated standard kinematics and functions for delta, parallel and palletizing robots are also available. Object-oriented PLC programming and high-level languages, such as Java and C++, facilitate creation of the machine control software. The controllers feature a web server for easy integration of Internet technologies such as visualization using HTML5. Of course, standardized programming templates support the creation of machine programs following OMAC/PackML standards as well as the Weihenstephan standard and PLCopen.
(4) Adaptive – the adaptivity trend
What if the packaging line automatically adjusted the product stream in the event of a fault, instead of jamming and displaying a lot of error messages? Prefabricated software functions such as intelligent infeeds or product grouping are already available, even for these trend-setting M2M scenarios. For the use of robots and flexible transport system a separate controller is not needed anymore. These are managed by the standard machine controller, and the number of interfaces and the effort required to use transport systems or robotics are reduced.
In view of increasingly complex packaging processes, there is also a need for machines to automatically adjust to their environment. Machines require Smart Sensor Nodes with MEM technology like XDK in order to “learn” from their current state. Virtual sensors like servo motors and drives, including the intelligent MS2N servo motor, provide useful information.
Last but not least, next-generation packaging machines automatically adjust to the current format and regulate process speed as well as product handling. Adaptive software functions have also been developed for this scenario of the future. The spectrum ranges from flexible electronic cams in the machine control (FlexProfile), drive functions such as auto-tuning and anti-vibration to frequency response measurements and innovative filter functions for minimizing resonance frequencies in mechanical parts.
(5) Cabinet-free – much more than just space saving
This trend in packaging is not just about saving space in the automation technology, machine footprint and control cabinet space. Instead, it’s about a modular machine configuration that allows machine operators and customers to respond flexibly to different requirements. The individual modules are connected to one another only by a single hybrid cable and can be easily integrated into the machine or retrofitted later. This reduces the installation area and increases servo density in favor of greater flexibility. Installation space, cabling and maintenance costs are also reduced. Such modular approaches are especially useful for secondary packaging and rotary machines such as filling and capping machines as well as retrofit projects.
Solutions for these packaging trends are already available. Use them now!
Manufacturers and users of packaging machines already have numerous options for boosting their competitiveness through intelligent and connected automation solutions. But to achieve this, they need an industry-oriented, expert partner with a broad ecosystem of solutions. At interpack 2017, Bosch Rexroth will give visitors the opportunity to experience the trade show theme of “Connected Automation i4.0 now“ live in all of its facets – including modern networking, simple design, model-based engineering and groundbreaking service. The future of automation has already begun and is ready for “installation” in the latest generation of packaging machines. Now!
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.
Industry 4.0 solutions enable production employees to digitally replicate and implement a continuous improvement process, in order to increase output, improve product quality and reduce costs. But how do I implement a first use-case? How do I ensure the necessary plant transparency? And how do I configure the monitoring and evaluation system? Quite easily – in three steps, with easy to set up tools and tailored support by experienced experts.
The focus is on people.
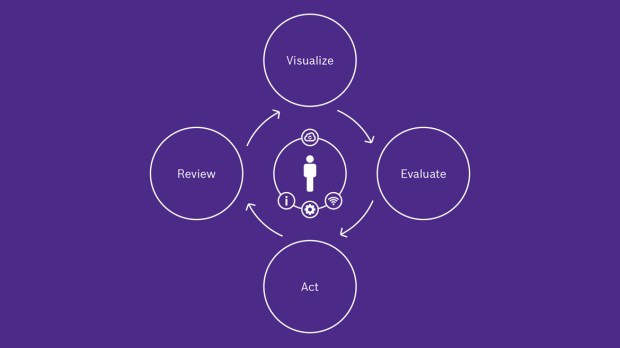
There are fundamental principles that were in place long before digitalization. Robert Bosch once said: “People should always strive to improve the existing conditions. No one should merely be content with what they have achieved; instead they should always aspire to do what they do even better.” Today, as in the past, the path to continuous improvement of production processes starts with people. Improving quality, reducing costs or boosting output requires at least one person to design, monitor and readjust the continuous improvement process. This person defines the essential information, keeps track of it, evaluates it, intervenes when necessary and draws conclusions, in order to adapt the process. With the arrival of Industry 4.0 and the Internet of Things (IoT), however, we now have new tools at our disposal. Tools such as IoT Gateway, which collects a variety of data without interfering with the machine logic, as well as the analysis and evaluation solutions associated with it, including the Production Performance Manager, which visualizes and evaluates the data, initiates the required actions to be taken, and simplifies the review and adaptation of the improvement process.
Step 1: Workshop in the company
But how do I use these tools? And how do I implement a first exemplary use-case, in order to gradually introduce it? New knowledge is transferred particularly effectively from person to person, just as in Robert Bosch’s time. In line with this principle, an experienced expert comes to the company and demonstrates the typical procedure step by step as part of the Production Performance Starter Kitfrom Bosch Software Innovations. In the one-day workshop, he explains the digital tools as well as typical use-cases and views the production plant together with the customer. The result of the joint workshop is at least one concrete use-case, including the solution design. The desired benefits will be examined once again and potential hurdles identified. According to the same formula, the customer can later find, develop and implement additional use-cases.
The IoT Gateway collects data from various data sources and natively transfers it to the analysis and evaluation software (Production Performance Manager).
Example of a first production performance use-case
A practical example from a concrete workshop: the condition-based monitoring and maintenance of a heat exchanger. If the heat exchanger becomes clogged due to deposits, approximately 1,500 parts become defective and the plant is forced to shut down for two hours for maintenance. An early warning system should be installed, in order to prevent production rejects and unplanned downtimes. A direct measurement of the flow rate in this plant is not possible, however, which is why temperature sensors are installed before and after the heat exchanger. The IoT Gateway, which is also installed in the line, collects the sensor data and transmits it to the Production Performance Manager, where the temperature difference is determined and compared with threshold values in order to indicate contamination. All measured values are visualized centrally for the employees responsible. When the pipes begin to clog, the system transmits a warning signal or assigns a maintenance ticket to the appropriate qualified personnel.
Step 2: Implement yourself with remote support
In the second step of the Production Performance Starter Kit, a senior consultant from Bosch Software Innovations installs the Production Performance Manager via remote access to the customer’s hardware. In doing so, at least one machine is integrated as a prototype, in order to prepare the user for scaling the solution later on. The demo license is valid for three months and up to ten machines are supported. In addition, four days of remote support are included for the Production Performance Manager. Depending on the technical infrastructure, the shopfloor integration can be done in one of three ways: via individual integrators to be programmed, via PPMP-compatible controllers or system-independent integration via the IoT Gateway from Bosch Rexroth, a universal connector that communicates natively in the open source protocol PPMP in addition to other protocols. Via the web-based user interface, the user manages the sensors, defines preprocessing of the collected data if necessary, and configures forwarding to the target system, in this case to the Production Performance Manager.
Industry 4.0 Showcase with IoT Gateway and Production Performance Manager.
Step 3: On-site user training
After configuring the infrastructure, one last step remains, in which the employees learn to successfully apply the software. This takes place as part of a detailed user training course with an experienced trainer who comes to the location for one day. After this training, participants are able to gain quick access to machine data via visualization, set up simple automated analyses and evaluations, and define intelligent, data-driven actions based on the results. Following the idea of continuous improvement, they are, as the key stakeholders of their digital improvement process, also qualified to review the actions for effectiveness and efficiency. Thanks to the transparency this provides, the user now has a valuable Industry 4.0 tool for their daily work.
Elements of the joint starter kit from Bosch Software Innovations and Bosch Rexroth
Gradual scaling after only three months
After only three months, employees arrive at the decisive point, from which they scale the prepared solution and repetitively connect additional machines and entire lines. As costs steadily decrease, the benefit increases disproportionately in the long run as the transparency gained gradually extends across all bottlenecks. In this manner, the production management of Bosch’s Pecinci plant (Serbia) succeeded in sustainably improving the stability of a complex coating process for wiper arms. The IoT Gateway collects sensor and controller data, such as humidity or paint consumption, and forwards the data to the Production Performance Manager. The software analyzes this data and compares it with defined threshold values, in order to optimize the plant availability of the coating plant, which consists of ten individual stations. A track & trace function, which allows conclusions to be drawn from the finished product about quality-relevant sub-processes, is planned as a follow-up project to the continuous improvement of product quality.
Do not be afraid of software! Try it out now and get started.
With the Production Performance Starter Kit, the hurdles to implementing digital processes for continuous improvement are greatly reduced. Any fears associated with the digital toolkit are completely unfounded. The IoT Gateway and the Production Performance Managerdo not require any programming knowledge for daily application. Together with the methodical knowledge and practical support of our experts, companies acquire the knowledge necessary to implement their first use-case, scale the solution and tackle additional improvement projects in only three months. Robert Bosch surely would have relished the idea!
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.


 The typical machine/robot guarding scheme of the past used fences or hard guards to separate the human from the machine. Doors were controlled with safety interlock switches, which required the machine to stop on access, such as to load/unload parts or to perform maintenance or service, and this reduced productivity. It was also not 100% effective because workers inside a machine area or work cell might not be detected if another worker restarted the stopped machine. Other drawbacks included the cost of space, guarding, installation, and difficultly changing the work cell layout once hard guarding had been installed.
The typical machine/robot guarding scheme of the past used fences or hard guards to separate the human from the machine. Doors were controlled with safety interlock switches, which required the machine to stop on access, such as to load/unload parts or to perform maintenance or service, and this reduced productivity. It was also not 100% effective because workers inside a machine area or work cell might not be detected if another worker restarted the stopped machine. Other drawbacks included the cost of space, guarding, installation, and difficultly changing the work cell layout once hard guarding had been installed.







 The assembly line at the Hannover Messe.
The assembly line at the Hannover Messe.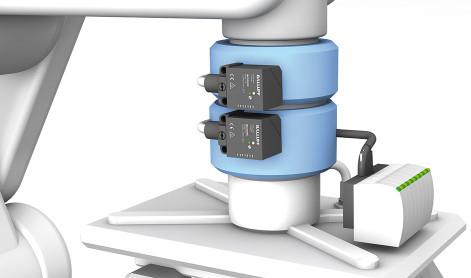






 The IoT Gateway collects data from various data sources and natively transfers it to the analysis and evaluation software (Production Performance Manager).
The IoT Gateway collects data from various data sources and natively transfers it to the analysis and evaluation software (Production Performance Manager). Elements of the joint starter kit from Bosch Software Innovations and
Elements of the joint starter kit from Bosch Software Innovations and 
