Automating hydraulic drives as easily and conveniently as electrical ones with combined monitoring and remote maintenance of all the technologies used – this increasingly important economic requirement can be fulfilled using valves with integrated axis controllers (IAC). What can they offer and how easy is it to implement manufacturer-independent integration at controller level?

Bus systems play a key role in automation. They provide a flexible way of saving time and money when integrating hydraulic drives into higher-level control networks. However, in order to give the engineering plenty of freedom, this should ideally be independent of the controller manufacturer.
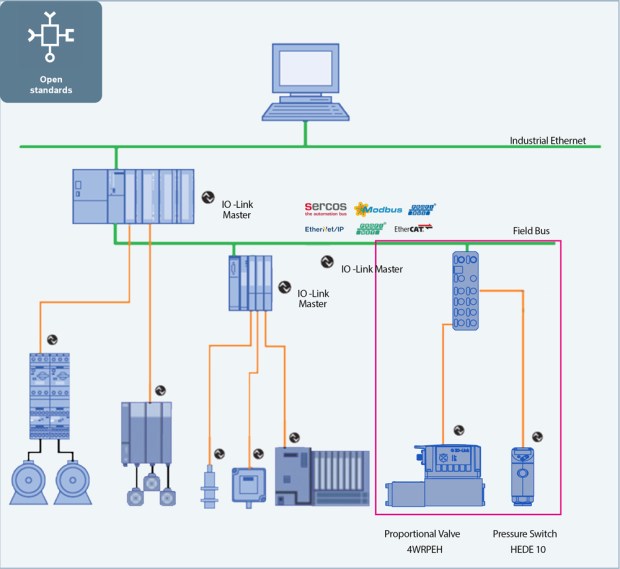
Ethernet – open communications standard
The basis for this manufacturer-independent communication is the network standard Ethernet. Thanks to the large address space and switch cascading facilities, networks can then be scaled to any size and can give an almost unlimited number of participants equal bus access. The most common Ethernet-based bus systems used in industrial automation to control hydraulic axes are SERCOS, Profinet RT, Ethernet/IP, EtherCAT, Powerlink and Varan.
All these bus systems can use multi-Ethernet interfaces to provide flexible availability – both for the engineering and for the end user.
What can IAC valves achieve with multi-Ethernet interfaces?
Multi-Ethernet interfaces are a key component of control valves with integrated digital axis controllers (IAC). The integrated switch (bus in and bus out)
makes it easy to comprehensively integrate your hydraulic drives into a uniform control concept. Using standardized M12 technology also enables you
to efficiently integrate a variety of sensors. The software-based control functions are particularly interesting to users. They enable the motion control
of a hydraulic drive to be handled in the same way as an electric one, ultimately depicting the operation and control of both types of drives in exactly the same way.

Specific hydraulic axis control functions
Viewed precisely, an IAC (Integrated Axis Controller) is a digital controller equipped with control and regulation algorithms that is integrated into the valve together with all the necessary sensor interfaces for controlling position, pressure, force and flow. The extended function range includes alternating control (position, force) and status feedback for position control. This means that hydraulic motion sequences can be quickly implemented without the need for any programming. Another advantage is that control algorithms and parameters can be integrated into the valve and then selected by the higher-level controller as appropriate for the specific application. In this way, possibly supplemented by electric drives, they can be used as a cost-effective way of implementing tailored machine concepts and individual application requirements.
Commissioning, monitoring and engineering
Using standardized M12 technology reduces the cabling effort required and permits faster commissioning. Additional time and cost are saved by the wizard integrated into the software that guides the user through the few steps needed before final commissioning and also calculates all the necessary control parameters. Important for the plant’s availability are monitoring functions which, among other things, detect tracking errors and monitor the limits of travel.
In addition to these, some manufacturers also provide software tools to help motion control system users with commissioning and parameterization, and diagnostic functions such as multi-channel oscilloscopes and data loggers, so that the number of interfaces can be kept as low as possible – making the system faster and easier to configure.
Integrated machine safety (safe stop)
For the engineering IAC valves facilitate a modular construction system that can flexibly enhance system concepts. And not least, these include internally implemented DGUV-certificated safety functions. This gives you an economical and future-proof way to lay the foundations for safe stop, for instance by shutting down a channel as specified in EN 13849-1, and thus fulfill the requirements of the Machinery Directive even for large-scale plants.

Case study 1: High precision control tasks
The role that IAC valves play in the accuracy of machine tools is made very clear by the example of a new rotary transfer machine with 54 electrical and hydraulic CNC axes. For this new development the manufacturer not only made use of a powerful CNC system solution with real-time communication via SERCOS, but also incorporated a module in controller format with software that was already capable of taking into account all the special features of fluid technology and was thus able to separate the drive level from the control level. This enables the machine to be constructed more compactly and with lower heat input. Thanks to the stable temperature, the vibration-damped sleeves of the circular array of processing axes can achieve a repeatable precision in the hydraulic servo axes of less than +/- 1 μm, corresponding to 5 μm on the workpiece. The travel speed is up to 30m/min.
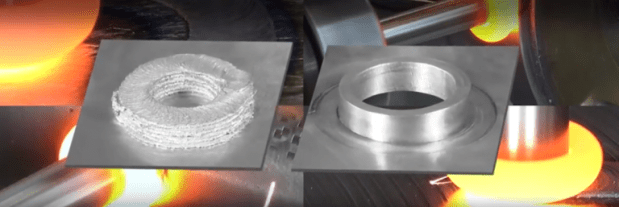
Case study 2: A retrofitted core shooting machine
In addition to new designs, IAC valves with multi-Ethernet interfaces also offer considerable potential when it comes to modernizing legacy machines. For example, the well thought-out retrofit of a 50 year old core shooter coupled with new hydraulic components resulted in significantly improved efficiency. A total of eight IAC valves regulate the hydraulic cylinders on the basis of the set positions given by a CNC controller. Their possibilities and high level of precise repeatability made it possible to reduce the figures for setup time (system changeover) and waste (nibs). Altogether, despite operating three shifts, the machine’s availability increased by more than 10%, corresponding to 500 hours. Using a secure logic controller meant that safety was also brought up to date.
Conclusion
IAC valves with multi-Ethernet interfaces and integrated axis controllers enable mechanical engineering companies to easily utilize the productivity potential offered by hydraulic and hybrid drives.
Combining them with engineering tools, including industry-specific and application-specific control structures makes it possible to cost-effectively
implement tailored machine concepts and modernizations, with the result that the manufactured results can be optimized faster and more easily.
More information: www.boschrexroth.com/iac
Movie: https://www.youtube.com/watch?v=fVBOYCP31P0
![]() CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
CMA/Flodyne/Hydradyne is an authorized Bosch Rexroth distributor in Illinois, Wisconsin, Iowa and Northern Indiana.
In addition to distribution, we design and fabricate complete engineered systems, including hydraulic power units, electrical control panels, pneumatic panels & aluminum framing. Our advanced components and system solutions are found in a wide variety of industrial applications such as wind energy, solar energy, process control and more.

 Regarding the Sytronix family, Rexroth offers more than one hundred pump drives with variable speed relating to power and function. These can be integrated into all usual automation structures thanks to multi-Ethernet interfaces.
Regarding the Sytronix family, Rexroth offers more than one hundred pump drives with variable speed relating to power and function. These can be integrated into all usual automation structures thanks to multi-Ethernet interfaces.











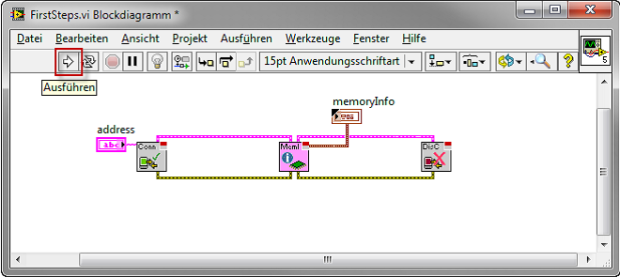 Simple block diagram: In this example, the logically linked Virtual Instruments read a value from the control unit.
Simple block diagram: In this example, the logically linked Virtual Instruments read a value from the control unit. Quick access to the desired operating interfaces: The SDK for LabVIEW comes with lots of example projects in which the HMI can be quickly and easily adjusted.
Quick access to the desired operating interfaces: The SDK for LabVIEW comes with lots of example projects in which the HMI can be quickly and easily adjusted.

 The assembly line at the Hannover Messe.
The assembly line at the Hannover Messe.